Виды резьбы
Резьба бывает:
- Метрическая
- Дюймовая
- Трубная дюймовая
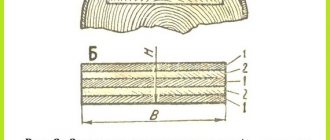
Чем они отличаются видно на картинке ниже, стоит отметить лишь одно, что в основном применяется метрическая резьба.
Виды резьбы
Так же различается правая и левая резьба.
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки. В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности. При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.
Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.
Классификация трубной резьбы
Термин «трубная» имеет привилегированное положение в сфере сантехнической деятельности. Классифицируется этот термин с оглядкой на группу стандартов, определяющих критерии соединений различных элементов сантехнических конструкций.
Трубные резьбы широко применяются в системах водопроводных и канализационных сетей, поэтому практика нарезки, вручную или автоматически, является деятельностью часто применимой
К примеру, размер трубной резьбы обозначается числовым значением, указывающим стандарт проходного диаметра трубы, но не физический диаметр нарезки.
На практике применяются трубные резьбы:
- цилиндрическая ( G/BSPP ),
- коническая ( R/BSPT ),
- круглая под запорную сантехническую арматуру ( Кр ),
- дюймовая цилиндрическая (американский стандарт NPSM ),
- дюймовая конусная (американский стандарт NPT ).
Слесарю, основным рабочим участком которого является бытовое хозяйство, рекомендуется взять за основу условное разделение трубной резьбы на два основных вида:
- цилиндрическая ( G ),
- коническая ( R ).
Именно с этими двумя видами приходится чаще всего сталкиваться домашнему слесарю, обслуживающему бытовое сантехническое оборудование, выполняющего прокладку труб водоснабжения или отопления.
Нарезка трубы производится в следующих случаях:
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Дополнительные методы нарезания резьбы
Касательно ручной работы, самостоятельно нарезаются резьбы лишь начальных типовых размеров. Чем больший диаметр резьбы нарезается, тем больше усилий необходимо прикладывать к режущему инструменту.
В прошлом серийное и массовое производство металлоизделий не исключало ручной труд при изготовлении резьбовых поверхностей. Сегодня же резьбы практически полностью нарезаются специализированным оборудованием. Широкое распространение получили резьбонарезные и резьбонакатные агрегаты.
Существуют даже компактные станки, которые дают возможность нарезать резьбу машинным способом по месту.
Если говорить о производстве крупных резьбовых соединений, с такой работой хорошо справляются винторезные станки. Разумеется, доверить создание резьбовых поверхностей можно и обыкновенному токарному станку. При использовании станочной токарной техники нередко применяют плашки и метчики для ручной нарезки. Но резьбу, внутреннюю и наружную, возможно изготовить даже обычным токарным резцом.
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
Нарезка внешней резьбы
Неотъемлемой частью любого резьбового соединения является компонент со внешней резьбой. Именно он вкручивается в отверстие со внутренней резьбой. Наружной резьбовой поверхностью оснащаются тела вращения, то есть валы. Такой тип резьбы характерен для болтов, шпилек, ходовых винтов, всевозможных муфт и переходников.
Для нарезки наружной резьбы используется специальный инструмент:
- Плашка
- Плашкодержатель
Как понятно, плашка вставляется в плашкодержатель. Зафиксированная в держателе плашка насаживается на кончик вала со снятой фаской. Далее плашка придавливается и накручивается на вал.
Высота плашек зависит от диаметра нарезаемой резьбы. В среднем плашка имеет 8 винтовых канавок. Если рассматривать плашки для нарезки метрической резьбы, то промышленность предлагает плашки от М3-М6 до М52. Помимо плашек для нарезки традиционной метрической резьбы существуют плашки для трубной (дюймовой) резьбы, которая может быть как цилиндрической, так и конической.
Разновидностью плашек является лерка. Ключевым отличием лерок от плашек является конструкция. Лерка представлена цельнолитым изделием. Плашка же может иметь разрезную или раздвижную конструкцию.
- Разрезные плашки имеют разрез с одной стороны, что делает резьбонарезное изделие пружинящим. Плашки разрезного типа обычно используются для обновления забитых или слизанных резьбовых поверхностей.
Конечно, разрезную плашку можно использовать и для непосредственной нарезки резьбы. Но из-за пружинящей конструкции точность резьбовой поверхности будет далекой от идеала. Как правило, разрезной плашкой делают первый, так называемый «черновой», проход.
- Раздвижные плашки имеют разборную конструкцию. Если в разрезных плашках разрез делается лишь с одной стороны изделия, то в раздвижных аналогах плашка разрезается на 2 равные части.
Плашки раздвижного типа обычно имеют призматическую форму. Для работы с такими плашками следует использовать клупп с прижимным механизмом.
Существует 6 типовых размеров клуппа.
Раздвижные плашки характеризуются повышенной долговечностью. Благодаря разборной конструкции режущие кромки могут «играть» при критических нагрузках. Это позволяет избежать появление сколов и трещин на нарезных канавках.
Разумеется, разборная конструкция плашек сказывается на точности нарезки резьбы. Обычно при помощи разборной призматической плашки удается добиться 6-7 квалитета точности, в то время как неразборные аналоги обеспечивают возможность получения резьбы 8-9 квалитета.
- Цельные лерки – литые неразъемные плашки. Главным преимуществом леры является возможность нарезки резьбы с повышенной степенью точности. Хорошее качество получаемой резьбы обусловлено неразборной жесткой конструкцией.
Касательно слабых мест, в лерах они есть. Высокая жесткость конструкции делает такие плашки подверженными возникновению сколов и трещин. В лерах часто выкрашиваются нарезные кромки. Леры значительно уступают по долговечности разрезным и раздвижным аналогам. При использовании лер рекомендуется использовать обильную смазку. Не помешает и охлаждение.
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей. Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь.
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения. Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Чем нарезается внутренняя резьба – общая информация
Приспособление называется метчик. Он может быть двух разновидностей – ручным и машинным, в соответствии со способами нанесения борозд. Материал, который подвергается обработке, – это металл, но не только он. Также есть облегченные модели, они создают нарезку в пластике или дереве. Последний вариант нельзя назвать самым распространенным.
На заводах применяется механизированная техника – металлические сверла делают сквозные отверстия (или несквозную полость), после лезвия наносят несколько витков с заранее определенным шагом. Достоинство такой обработки – высокая точность. Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Но в домашних условиях и на мелких производствах чаще применяют более простую, но менее точную процедуру – нарезание внутренней резьбы метчиком вручную. Работу можно проводить на месте, для этого нужно купить само приспособление и сверло, чтобы сделать предварительное отверстие.
Инструмент напоминает по форме елочку из-за того, что рабочая поверхность – ребристое лезвие. Конструктивно изделие представляет собой довольно сложную конфигурацию из инструментальной стали. Такой материал используется из-за его прочности и возможности обрабатывать большинство сплавов, даже чугун. Не очень хорошо получается работать только с каленым металлом – он имеет внутренние напряжения, поэтому считается хрупким и может крошиться в процессе нарезки.
Как надежно загерметизировать основную резьбу медной проволокой
Обычно для этих целей применяется мелкая резьба, но есть возможность обеспечить герметичность и стандартного резьбового соединения, если воспользоваться медным проводом. Для этого удаляем пластиковую изоляцию с медной жилы с помощью стриппера и отрезаем необходимую длину.
Наматываем медную проволоку на стержень болта непосредственно под его головкой, совершая несколько витков.
Снимаем образовавшееся медное кольцо с болта и укладываем его соосно на отверстие с резьбой.
Вворачиваем в отверстие болт поверх импровизированного медного кольца вначале силой одной руки, а затем плотно затягиваем с помощью гаечного ключа до упора.
Проверяем качество герметизации резьбы, надежно зафиксировав деталь с болтом и уплотнением из медной проволоки к штуцеру источника высокого давления.
Постепенно увеличиваем напор и доводим его до 110 psi или 750 кР, что примерно равно 7,5 кг/см2.
Видим, что резьбовое соединение спокойно держит это давление, так как показание манометра не падает. Наносим на болтовое соединение мыльный раствор и еще раз убеждаемся, что соединение герметичное, поскольку не видно мыльных пузырей.
Это простой и быстрый способ поможет сделать инструмент, который пригодится не один раз.
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
- Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие. Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
- Машинные – применяются на металлорежущих станках. Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
- Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
- Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки. Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Выбор заготовки для нарезания резьбы
Диаметр прутка или отверстия для нарезания резьбы не равен номинальному значению готового изделия. При нарезании наружной резьбы выбирают пруток, имеющий диаметр на несколько сотых долей миллиметра меньший, чем толщина готового изделия. Это связано с тем, что при снятии стружки металл частично выдавливается наружу, полностью заполняя резьбовой профиль плашки. Для нарезания внутренней резьбы отверстие также делается с небольшим припуском в меньшую сторону. Точные значения диаметров заготовок для нарезания метрической резьбы указаны в ГОСТ 19257-73.
READ Как нарезать резьбу на трубе 3 4
Если для сверления отверстий с неточным значением диаметра используются сверла соответствующего размера, то подходящий для нарезания наружной резьбы пруток найти довольно проблематично. Эту проблему можно решить предварительным стачиванием прутка стандартной толщины. Для этого изделие зажимают в патрон дрели и обрабатывают наждачной бумагой равномерно по всей длине, периодически делая замеры штангенциркулем.
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
Фотография : нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
Рассверливайте отверстие строго под прямым углом
Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
Не забывайте использовать смазку и регулярно удалять стружку.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Фотография : эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
READ Резьба По Дереву Бензопилой Уроки
Этот способ восстановления резьб включает в себя следующие этапы.
Удаление старой резьбы путем рассверливания.
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
Как прогнать резьбу на болте без лерки.
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным м кремния и иные материалы.
Обработка отверстия заподлицо основным металлом.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы. В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Калибр-кольцо
Нарезаем резьбу плашкой своими руками (видео)
Нарезка внутренней резьбы метчиком
Метчиком нарезают внутреннюю резьбу в предварительно просверленном отверстии. Отверстие должно быть меньше примерно на размер витка (размер витка указан на метчике). Примерно как в таблице:
Диаметр отверстия под внутреннюю резьбу метчиком
Стоит помнить, что сверло не даст абсолютно точный диаметр, он будет больше на некоторые доли мм. Особенно это заметно на диаметрах до 3 мм. Это следует учитывать и брать сверло меньше на десятую долю мм.
Так же как и с плашками, существует метчикодержатель.
Метчики бывают черновые и чистовые. Иногда режут сначала черновым, потом чистовым метчиком, но в основном используют сразу чистовые.
Ручная нарезка внутренней резьбы метчиком (видео)
Процесс практически идентичен с нарезкой резьбы плашкой. Метчик крепится в держатель и устанавливается перпендикулярно отверстию. Деталь с отверстием должна быть надёжно закреплена.
Метчик и отверстие смазывается и делается это периодически, после нескольких витков. Так же как и с плашкой, нужно делать 1-2 оборота и 0,5 оборота обратно, для удаления стружки.
Для проверки точности нарезки резьбы используют угольник, проверяя вертикальность метчика после нескольких витков.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Как нарезать наружную резьбу?
Для изготовления наружной резьбы в условиях дома используют вышеописанную плашку. Так как правильно нарезать резьбу плашкой в домашних условиях? Вот подробное описание этого процесса.
На тисках в положении вертикально хорошо зажимают круглый металлический стержень, его диаметр должен соответствовать диаметру задуманной резьбы. На конце заготовки специальным напильником убирают фаску, чтобы инструмент мог зайти, и сильно смазывают заготовку машинным маслом, что облегчит нарезание резьбы.
Самую подходящую плашку устанавливают в специальном воротке, и постепенно делают надевание на конец заготовки. Идет наворачивание на заготовку, осторожно без перекосов. Делая правую резьбу обычно через один либо полтора оборота по направлению часовой стрелки, плашку надо будет проворачивать в обратную сторону на пол оборота. И таким образом, делают резьбу по всей длине.
Основные способы нарезки
Резать на трубах резьбу можно одним из двух способов:
- автоматическим – на станках, электроинструментом;
- вручную – при помощи ручного инструмента.
Для условий быта, конечно же, более актуальным является ручная технология. Нарезка резьбы на водопроводных или других трубах вручную часто делается с помощью плашки.
Плашки цельные для трубной резьбы, изготовленные из крепкой легированной стали, выпускаются с диаметром корпуса до 65 мм. Под метрическую резьбу выпускаются плашки с диаметром корпуса до 120 мм. На корпусе метрических изделий присутствует символ «М»
Плашка – простое устройство нарезания резьбы на трубах в домашних условиях. Этот же инструмент успешно применяют и на промышленных станках.
Приспособление выглядит как диск, по внутреннему диаметру которого высверлены несколько осевых отверстий. Кромки этих отверстий образуют несколько резцов (обычно 8-10). Материалом для плашек служит легированная сталь или другие твёрдые сплавы.
Существует несколько видов таких приспособлений:
- цельные;
- подпружиненные (разрезные);
- клупповые (раздвижные).
По форме исполнения плашка выпускается в виде круга, квадрата, шестигранника, призмы. Чаще всего встречаются дисковые (круглые) инструменты. Они используются под нарезку резьбы на водопроводных трубах до диаметра 36 мм.
Для удобства работы с плашками применяют:
- простые воротки с винтами-фиксаторами – ручной инструмент;
- резьбонарезные патроны на токарных станках.
Нарезку резьбы (метрической, конической) наилучшего качества на трубах в режиме ручного действия или на станках дают цельные плашки.
Однако этот вид инструмента за счёт жёсткости собственной конструкции имеет свои негативные стороны. Резцы быстро изнашиваются.
Подпружиненный инструмент под нарезку резьбы отличается присутствием разреза в области одного из осевых отверстий. Наличие разреза снижает нагрузку на резцы, но при этом снижается и степень жёсткости, необходимая для достижения высоких показателей качества резки
Подпружиненные (разрезные) плашки обладают конструкцией менее жёсткой, что делает возможным нарезать резьбу на трубах и при этом изменять диаметр резьбы в диапазоне 0,1-0,3 мм.
Такие приспособления отличаются повышенной износостойкостью резцов, но не обеспечивают высокой точности и чистоты нарезки нитей.
Раздвижные плашки состоят из двух рабочих частей. Они предназначены для установки в крепёжный модуль – клупп.
Крепление в клуппе осуществляется механизмом, состоящим из сухаря и регулировочного винта. Винтом регулируется размер диаметра под нарезку резьбы. Обычно клупп комплектуется набором плашек на несколько разных диаметров.
Способ #1 — изготовление трубной резьбы плашками
Процесс создания резьбы на трубе плашкой или клуппом предполагает исполнения слесарем некоторых предварительных действий:
- Поверхность трубы в области нарезки необходимо тщательно зачистить.
- Торцевую часть трубы следует обработать напильником (сделать входную фаску).
- Нанести на обрабатываемую поверхность смазку для снижения сопротивления.
По возможности желательно закрепить трубу вертикально, к примеру, в слесарных тисках, оставив свободный доступ к верхней части – области реза. Следует правильно рассчитать силу крепежа, чтобы не деформировать тела трубы.
Затем берут заранее подготовленный вороток с черновой плашкой (№1) нужного диаметра и подходящими характеристиками резьбы.
Пример нарезания резьбы на водопроводной трубе с помощью ручного воротка. Внутрь рабочего цилиндра воротка вставляется плашка и фиксируется двумя (четырьмя) болтами, расположенными друг против друга
Инструмент держат горизонтально – перпендикулярно по отношению к торцевой области трубы. Надевают внутренним отверстием черновую плашку на фаску кромки. Лёгким нажимом и последовательными короткими поворотами на 25-30° делают начальный надрез.
Эту работу следует выполнять внимательно, не торопясь, постоянно контролируя прямой угол между горизонтом плашки и вертикалью трубы.
Такой методикой аккуратно нарезаются первые две-три нитки. Обычно после нареза первых двух-трёх нитей инструмент прочно занимает рабочее положение. Далее прямой угол можно уже не контролировать.
Но технологию резки короткими (без особо сильной тяги) круговыми движениями следует сохранять до конца реза. Рекомендуется периодически добавлять смазку в точке нарезки.
После первого прохода устройство скрутить и затем повторить ещё один-два раза уже чистовой плашкой (№2).
Способ #2 — техника нарезки клуппом
Клупп представляет собой разновидность той же плашки для нарезки резьбы, в том числе на трубах. Отличительная особенность клуппа – возможность настройки резцов.
Набор клуппов под разный размер трубной резьбы. Каждый из этих приспособлений оснащается винтами крепления блоков с резцами. Этими винтами можно дополнительно изменять размер диаметра резьбы в небольших пределах
Существуют клуппы для ручного применения, а также аналогичные приспособления с электроприводом.
Вариант #1 — рез ручным клуппом. Нарезка на трубах вручную, как правило, выполняется клуппом, который устанавливается в держатель-трещотку. Такой держатель делает работу по нарезанию трубной резьбы удобной и менее сложной.
Конечно же, в зависимости от условий выполнения слесарных работ, можно применять ручные держатели других видов. Например, стандартный вороток-фиксатор с двумя рукоятками.
Принцип создания резьбы клуппом практически аналогичен методу работы с традиционными плашками:
- Очистить рабочую поверхность трубы, убедиться в отсутствии дефектов.
- Зашкурить участок реза до вида с выраженным металлическим блеском.
- Обработать внешнюю рабочую часть торцевой кромки под углом 45-60º (фаска).
- Смазать подготовленную поверхность техническим вазелином.
- Закрепить трубу в механических тисках или удерживать газовым ключом.
После этих процедур режущий инструмент (клупп) насаживают внутренним отверстием на фаску трубы и при умеренном равномерном нажиме начинают вращать его короткими возвратно-поступательными движениями.
Удобной оснасткой для работы с клуппом считается так называемая «трещотка» – рычаг с обратным холостым ходом. С помощью такого ручного инструмента легко нарезать резьбу на трубе в разных условиях монтажа или ремонта
Если в качестве держателя используется фиксатор-трещотка, осуществляется только прямо-поступательная нарезка. Следует отметить удобство применения фиксатора-трещотки при работе в стеснённых условиях.
Например, когда требуется обработать трубу, проложенную в непосредственной близости у стены.
Вариант #2 — рез электрическим клуппом. Наряду с ручным инструментом широкое применение находят приспособления с электрическим приводом. Очевидное преимущество для слесаря – существенное снижение трудоёмкости.
Но с другой стороны, не все электрические машины способны обеспечить производство работ в стеснённых условиях. К тому же при работе ручным инструментом удаётся получить более качественный результат.
Для получения похожего результата от электрических клуппов необходим богатый опыт работы с этим инструментом.
Оснастка для клуппа, дополненная электрическим приводом. Современный эффективный инструмент, существенно снижающий физические нагрузки слесаря. Правда, электрический клупп чаще используется в профессиональной сфере, чем в быту
Работа электрическим клуппом:
- Подготовка поверхности трубы в области реза – чистка, фаска, смазка.
- Крепёж трубы приспособлениями, способными обеспечить жёсткую фиксацию.
- Фиксация в начальной точке держателя плашек струбциной, входящей в комплект.
- Проверка хода и направления вращения клуппа.
- Нарезка первых двух-трёх витков в режиме толчковой подачи.
Далее осуществляется нарезка трубной резьбы в автоматическом режиме. Длина нарезки считается оптимальной, когда верхняя кромка режущих головок клуппа достигнет передней кромки трубы.
В этой точке действие прибора останавливают, включают функцию реверсивного вращения и толчковой подачей скручивают клоп с трубы. Обязательно следует периодически смачивать маслом область реза в течение всего процесса.
Способ #3 — использование токарных станков
Масштабные строительно-ремонтные работы, как правило, исключают применение ручного инструмента. Здесь для соответствующей обработки труб обычно используются токарные станки.
Резьбонарезные функции поддерживаются многими токарными станками универсального действия.
Для изготовления резьбовых частей на трубах разного диаметра применяются токарные станки. На токарном станке можно делать резьбу любой конфигурации
При помощи станков эффективно и легко делаются как внутренние, так и внешние трубные резьбы. Крепёжный пневматический (или механический) модуль токарного станка обеспечивает качественное надёжное крепление трубы, и точный подвод обрабатываемой части к резцу.
Для выполнения резьбонарезных функций применяются разные виды резцов:
- стержневые,
- пластинчатые,
- вставочные.
Выполнение работ на токарных станках производят специалисты, обученные такому делу, имеющие соответствующую квалификацию. Без опыта и профессиональных навыков пытаться нарезать резьбу своими руками на станке не рекомендуется.
Домашним мастерам, решившим заняться слесарным делом и сделать резьбу на металлических заготовках, в работе помогут следующие советы
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 1400.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.