Литейное производство позволяет изготавливать различные детали и механизмы, предметы и вещи. Однако для того, чтобы превратить шихту или прутик в сплав, необходимо специализированное литейное оборудование, именно при его помощи можно изготавливать продукцию из металла.
Современные установки и машины помогают сводить к минимуму человеческий труд, практически все они поддаются автоматизации и роботизации, что значительно упрощает и ускоряет производственные процессы.
Рассмотрим более подробно, какое оборудование литейных цехов используется в наши дни и как оно помогает наладить сложные узкоспециализированные технологические процессы.
Полезное видео
Познакомьтесь с видео, в котором показано, как приступить к изготовлению муфельной печи: какие требуются материалы и инструменты, что нужно сделать в первую очередь, а каких действий совершать не рекомендуется.
Изготовление крышки
- Вырезаете из стали круг, идентичный по диаметру уже полностью собранной конструкции.
- Сверху на клей «садите» шамотный кирпич – он обеспечит достаточную герметизацию.
Привариваете по бокам ручки, чтобы было удобно поднимать и снимать крышку, и щеколда для закрывания.
По краю покрываете огнеупорным силиконом, перед этим обязательно обезжиривается поверхность (подойдет даже «Уайт-Спирит»).
Напомним, когда печь работает, она должна быть закрыта. Излишнее попадание воздуха внутрь приведет к быстрому износу нихрома.
Советы по самостоятельному изготовлению
- Разделение шамотового кирпича и сверление отверстий для установки нагревательного элемента.
При создании из шамотового кирпича любая гончарная закалка нуждается в использовании нагревательного элемента. И если есть необходимость разместить соответствующее решение, то потребуется выполнить надрезы и технические полости в материале керамики. Лучше всего предварительно разметить все расположение элемента и уже потом прибегать к выполнению надрезов. Все это можно выполнить дома, применив простые электроинструменты.
Стоит начинать с пропиливания швов, применяя отрезную машинку, с особым алмазным кругом. А далее необходимо будет удалить полученные участки керамики. И тут лучше всего применять дрели перфоратор. Так как это позволит избежать растрескивания и повреждения материала и каждого из элементов. Не стоит использовать молоток и долото, ведь при ударе, могут образоваться трещины, которые в последствии приведут к негодности каждого из элементов.
- Выбор маленькой или большой муфельной печи.
Выбранные и создаваемые самодельные печи должны быть получены с пониманием технических процессов, в которых они буду принимать участие. И тут встает закономерный вопрос, создавать более объёмную печь или выполнить более миниатюрное решение. В случае переплавки ювелирных изделий будет достаточно минимального количества внутреннего пространства. Это позволит более практично использовать изделия и не будет требовать дополнительного помещения.
Но вот в случае кузнечного дела, необходимо будет создать более весомые конструктивные решения, которые будут позволять выполнять расплавку и закалку металла.
Смотрите видео, в котором пользователь подробным образом демонстрирует устройство муфельной печи, изготовленной своими руками:
Печь для алюминия своими руками — легко!
Желание иметь дома небольшую плавильную печь легко осуществимо, не требует больших вложений, знаний и времени для постройки. Можно самостоятельно соорудить агрегат ёмкостью до 10 кг расплавленного металла и изготавливать сувениры, фурнитуру или заготовки для мелких алюминиевых деталей. Температура, достигаемая в домашней печи, позволяет плавить большинство алюминиевых сплавов за короткое время (несколько десятков минут в зависимости от объёма лома).
Конечно, качество получившегося металла отличается от промышленного. Алюминий, расплавленный в домашних условиях, содержит повышенное количество окисных плёнок, загрязнений, менее стабилен по химическому составу. Но всё же он будет пригоден для использования в быту.
Вакуумные плавильные печи
Область применения таких агрегатов достаточно широка. Их используют в машиностроении, в строительстве и на многих других производствах. Применяют для плавки высококачественных сталей и жаропрочных сплавов на основе железа, никеля и кобальта, а также цветных металлов и сплавов. Кроме того, эти печи могут быть использованы для зонной очистки, термообработки металлических деталей, варки стекла, получения монокристаллов. Идеальная печь для плавки стали, в ней можно получить низкоуглеродистую сталь, которая не загрязнена азотом, водородом и кислородом.
Рецепты
| Ингредиенты | Процесс | Результат |
| Золотой слиток, Серебряный слиток | 22 | |
| Энергия: 1 600 | ||
| Время: 5 сек | ||
| Напряжение: 16 / |
| Энергия: 2 400 |
| Время: 7 сек |
| Напряжение: 16 / |
| Энергия: 1 600 |
| Время: 5 сек |
| Напряжение: 16 / |
| Энергия: 3 200 |
| Время: 10 сек |
| Напряжение: 16 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
| Время: 10 сек |
| Напряжение: 1 / |
Виды и назначение
По своему строению и функциональному назначению печи туннельного типа очень сильно различаются. Существуют громоздкие кирпичные конструкции для обжига кирпича, вращающиеся клинкерные цементные печи, выполненные в виде огромной металлической трубы.
Также есть компактные стальные печи для кондитерских и хлебобулочных изделий, мощные энергоемкие установки для термической обработки стали, а также небольшие агрегаты для керамических изделий и глиняной посуды.
Обжиг кирпича и цемента
Свое наибольшее применение нагревательные установки туннельного типа получили в производстве строительных материалов – кирпича и цемента. Клинкерная вращающаяся печь для производства цемента представляет собой огромные трубы, длиной до 230 метров, открытые с торцов и вращающиеся со скоростью 1 – 1.5 оборота в минуту. Печь устанавливается под небольшим наклоном к горизонту в 3 – 4 градуса. В таком устройстве выделяют 6 зон, таких как:
- Сектор подсушки сырья (испаритель влаги).
- Сектор нагрева.
- Участок декарбонизации.
- Участок спекания.
- Зона экзотермии.
- Зона охлаждения сырья.
Процесс спекания цемента протекает после загрузки в приподнятую часть сырья, а с нижней части подается топливо в виде смеси воздуха и горючего. Готовый продукт ссыпается в специальное холодильное устройство.
Туннельные печи для обжига кирпича представляют собой галерею с вагонеткой, ручной тележкой или конвейерной лентой. Стены и свод такого агрегата выложены из огнеупорного шамотного кирпича. Снизу или сверху поступает нагретый воздух, а в противоход ему происходит газо- и дымоудаление.
Количество подаваемого тепла и отводимого остывшего воздуха регулируется с помощью системы специальных шиберов или заслонок. Сырой кирпич сначала подогревается, потом происходит его обжиг, а затем охлаждение. Температура при обжиге кирпичных изделий внутри основной камеры установки может достигать 900 градусов Цельсия. После этого тележка с кирпичами отправляется в сушильную камеру, которая работает на выходящих их печи нагретых газах. Она конструктивно совмещена с печью.
Обжиг керамических изделий
Для изготовления изделий из керамики применяются устройства, похожие на кирпичные туннельные печи. Размер таких конструкций меньше, что обусловлено небольшими объемами выпуска керамической и глиняной продукции. Сам принцип функционирования таких печей многим повторяет процесс обжига и сушки кирпича.
В металлургической промышленности
В термической обработке сталей и сплавов туннельные печи применяют для отжига и нагревания металлических деталей перед другими процессами нанесения покрытий. Также в подобных агрегатах происходит закалка изоляторов для нужд электротехнического производства.
Производство хлебобулочных изделий
В хлебобулочном производстве применяют металлические туннельные печки, выполненные в форме вытянутого короба и снабженные конвейерной подачей выпекаемого продукта. Внутри такого агрегата находятся горелка, пароувлажнитель, конвейерная лента, система вытяжки, а также механизмы регулировки подачи тепла в разные отсеки печи.
Размеры их составляют от 10 до 25 метров, используются они на хлебозаводах, в домашних мини-пекарнях применять такие установки экономически невыгодно. Работают они на природном газу или электрической энергии, как наиболее безопасных для пищевой промышленности видах топлива. Гораздо реже применяются мазутные установки.
Выпечка кондитерских изделий
Кондитерские туннельные установки практически полностью аналогичны хлебобулочным печкам, с той разницей, что они обладают меньшими габаритами и более точными температурными режимами выпечки. В кондитерских изделиях используются различные кремы, что требует точной настройки температуры внутри печи, а также меньшего времени их обработки.
Устройство электродуговой печи
Независимо от конструктивных особенностей все дуговые печи устроены практически одинаково. Тепловые сталеплавильные агрегаты состоят из таких основных элементов:
- механическое устройство;
- электрический отдел;
- автоматизированное управление системой;
- приспособление для подачи в рабочую часть материалов;
- емкость, в которой осуществляется плавка;
- система удаления отходов;
- газоочистка.
Цилиндрической формы корпус печи включает в себя разъемные части – кожух и днище. Каркас имеет высокую устойчивость к значительным температурным воздействиям.
Конструкция имеет держатели, в которые устанавливаются графитированные электроды. К ним подсоединены подающие электроэнергию кабели. В процессе работы печи между электродами образуется постоянная дуга. Благодаря ей в устройстве возникают температура, которая обеспечивает плавку металлов.
Как выглядит электродуговая печь
К закрытом корпусе печной конструкции встроены приборы, предназначенные для автоматического управления всей системой. Контроль процесса плавки осуществляется с помощью дверок. Для удаления шлаков в каркасе находится несколько полостей. Через них также осуществляется внос различных добавок для корректировки состава металла.
Погрузка шихты в печь может осуществляться через рабочее окно или сверху. Устройства с подачей материала через специальный проем обычно небольшого размера. Загружать металлический лом в такие агрегаты модно ручным способом с помощью широкой лопаты.
Печи с верхней подачей шихты – это более мощные и габаритные устройства. Они имеют достаточно сложную конструкцию. Механизм устройства может быть трех видов:
- поворотный свод;
- выкатывающийся корпус;
- откатываемый свод.
Наиболее распространены дуговые агрегаты с поворотным механизмом.
Виды и условия обработки сырья
Основные способы обработки материалов в самодельной камере — это:
- Обжиг керамики
- Закалка металлических изделий
- Плавка цветных металлов
Обжиг керамики
Процесс получения готовых керамических изделий связан с обжигом заготовок из сырой глины и последующим покрытием их глазурью. В домашних условиях сделанная муфельная печь своими руками может производить обжиг сразу нескольких экземпляров посуды и других поделок
В термообработке важно выдержать ровный режим нагрева камеры. Теоретически обозначить точные временные рамки обработки материала при определённой температуре невозможно — это достигается практическим путём
Материалы из глины, помещаемые в домашнюю муфельную печь для обжига, делят на 3 группы:
Фарфор
Высохшую глину подвергают термообработке в два этапа. Первичный обжиг производят в интервале от 800 0 С до 1000 0 С. Глина набирает прочность и обретает пористость. Затем её окунают в ёмкость с глазурью. Повторный обжиг осуществляют при разных температурах, в зависимости от назначения:
- натуральный фарфор — 1400 0 С
- столовый — 1350 0 С
- сантехнические детали — 1250 0 С
Фаянс
Применение тугоплавкого сырья при обжиге практически не образует жидкой фазы. Для созревания черепка изделия его обрабатывают при температуре 1200 — 1250 0 С. Повторная термическая обработка с нанесённой глазурью производится при нагреве 900 — 1000 0 С. Если требуется нанести роспись, то в третий раз возвращаются к первичному уровню температурного режима.
Майолика
Используют красные тугоплавкие глины. Термообработка требует точного соблюдения режима нагрева. При нагреве 950 0 С получаются рыхлые непрочные изделия. При нагреве 1050 0 С, сырьё спекается в непригодную, плотную стекловидную массу. Чтобы точно выдержать степень нагрева 1000 0 С, необходимо встроить в камеру термопару с подсоединением печи к цифровому дисплею.
Повторный процесс обработки глазурованных материалов производят при температуре 900 — 950 градусов.
Закалка режущих металлических изделий
Упрочнение режущих поверхностей стальных инструментов путём термообработки называют закалкой металла. Закаливание металлических изделий делали люди с древних времён. Суть процесса заключается в обжиге металла до получения изменения структуры кристаллической решётки (полиморфное преобразование).
Металл доводят в нагревательной камере до раскалённого состояния при температуре 750 −850 0 С. Следует отметить, что некоторые марки стали закаляют в условиях более высокого нагрева, в пределах от 1250 до 1300 градусов. Затем печь для закалки освобождают от раскалённых изделий, которые после подвергают резкому охлаждению в масляной среде или в воде. Таким образом добиваются повышения твёрдости металла.
Данный процесс важен для упрочнения режущих поверхностей стальных инструментов (ножей, свёрл, зубил, фрез и прочего). Закалку (отпуск) лучше производить в масляной среде. При отпуске раскалённого металла в воде, его поверхность покрывает масса пузырьков пара, что замедляет процесс.
Как правило, закалке подвергают готовые инструменты или заготовки из нержавеющей стали. Для этих изделий обычно не требуется закалочная камера большого объёма, поэтому лучше всего для этого подходит муфельная печь из предохранителя. Описание создания такой конструкции будет дано ниже.
Плавка цветных металлов
Муфельную печь удобно использовать для плавки цветных металлов, но к олову и свинцу это не относится. Температура их плавления настолько низка, что достаточно воспользоваться газовой горелкой бытовой кухонной плиты.
Для того чтобы расплавить такие металлы, как медь, бронзу и латунь, потребуется нагревательная ёмкость. Жидкую массу металла получают в тигле, которую затем заливают в специальные формы. Домашние мастера льют различные элементы декора светильников, мебели, статуэтки и многие другие поделки.
Температура плавки цветных металлов:
- медь — 1080 0
- бронза (в зависимости от марки) — от 930 0 до 1140 0
- латунь в пределах от 880 до 950 градусов
Физические особенности плавки однородных металлов
Латунь — многокомпонентный сплав на основе меди и цинка. В его состав могут входить и некоторые другие компоненты — олово, свинец, железо, никель, марганец. Медь выступает в качестве основного вещества, тогда как дополнительные компоненты улучшают физические свойства материала (прочность, упругость, электропроводность, коррозийный потенциал). Плавление однокомпонентных и многокомпонентных сплавов имеет много отличий. Поэтому перед рассмотрением вопроса расплавки латуни нужно рассмотреть особенности плавления однородного металла на основе меди.
В физике плавкой называют процедуру, при которой твердый металл переходит в жидкое состояние. Чтобы расплавить медь, ее необходимо нагреть до температуры 1.085 градусов по шкале Цельсия. Обычно нагрев осуществляется с небольшой температурной надбавкой (~1150 градусов), поскольку на практике часто применяются медные сплавы с добавлением легирующих веществ, из-за которых повышается температура плавления.
Нагрев на химико-физическом уровне
- Атомы меди до нагрева находятся в твердом состоянии. На химическом уровне это значит, что они формируют прочную кристаллическую решетку, которая устойчива к деформации и сохраняет форму при ударе.
- При нагреве потенциальная энергия медных атомов увеличивается, что приводит к ухудшению прочности кристаллической структуры материала. Однако материал сохраняет свою твердость, поскольку кристаллическая решетка не разрушается (хотя она становится менее плотной).
- При достижении температуры 1.085 градусов атомы меди получают избыточное количество энергии, что происходит к распаду кристаллической решетки сплава. На физическом уровне сплав переходит из твердого состояния в жидкое.
- Теперь возможно несколько ситуаций. Рассмотрим первую ситуацию. Если материал продолжать нагревать, то он будет сохранять свое жидкое состояние. При температуре 2.567 градусов медь переходит в газообразное состояние (то есть жидкость начинает кипеть). В металлургии испарение меди выполняют очень редко, поскольку в этом нет практической пользы.
- Но возможна и другая ситуация. Если жидкую медь не нагревать после расплавления, то постепенно жидкость начнет остывать. Это приведет к тому, что материал вновь примет твердую форму. На химическом уровне произойдет повторное формирование кристаллической решетки.
Из этих теоретических выкладок можно сделать один простой вывод. Для однокомпонентных составов температура кристаллизации и температура плавления совпадают. На практике регулировать процедуру расплавки просто — нужно лишь уменьшать или увеличивать температура огня. Во время работы также необходимо следить за распределением огня по всей площади металлического объекта. В случае неравномерного распределения температуры отдельные компоненты будут находиться в жидком состоянии, а другие — в твердом.
Изготовление электрической муфельной печи своими руками
Рассмотрим строительство небольшой муфельной печи. Прибор будет подключаться к сети с напряжением 220 В.
Выбор материалов
Материалы для изготовления устройства доступны в строительных магазинах и отделах электротоваров. Для создания муфельной печи понадобятся:
- листовая сталь толщиной 2—3 мм (2 кв. м);
- стальной прокат с сечением «уголок» (3 м);
- теплоизолирующий материал (базальтовая вата);
- шамотный кирпич, 12 штук;
- мертель (5—7 кг);
- термопара хромель-алюмель;
- керамическая трубка для термопары;
- спираль нихромовая;
- трубки стекловолоконные для изоляции выводов спирали и термопары.
При выборе материалов руководствуются их качеством: жаропрочностью, способностью выдержать быстрый нагрев и остывание. Чтобы муфель служил долго, не стоит брать кирпич, бывший в употреблении несколько лет.
Подготовка инструментов
Для приготовления пасты из мертеля понадобится десятилитровое ведро и мешалка. При замешивании раствора пользуются респиратором. Для монтажа потребуются следующие строительные инструменты и аппаратура:
- сварочный аппарат;
- дрель электрическая;
- болгарка;
- набор сверл победитовых и по металлу;
- инструменты печника: молоток-кирочка, мастерок, маленький шпатель, мерная лента;
- инструменты электрика: пассатижи, кусачки, круглогубцы, металлическая линейка, отвертка обычная и крестовая.
Пошаговая инструкция
Рабочий процесс включает следующие шаги.
- Размечают и разрезают стальной лист. Вырезают детали кожуха и детали дверцы.
- Сваривают кожух и дверцу.
- Приваривают к корпусу шарниры для дверцы и крепления замка.
- Из мертеля делают раствор (по инструкции на пакете).
- Из кирпичей складывают макет печи, определяя, где будет проложена спираль.
- В кирпичах дрелью делают канавки для укладки спирали. Для работы используют победитовое сверло.
- Уголковый профиль нарезают болгаркой и сваривают из него каркас для кирпичей.
- В каркасе кладут муфель из кирпичей (на раствор из мертеля).
- Кладку просушивают 3—4 дня.
- В стенках муфеля в канавки укладывают нихромовую спираль. Просверлив отверстие в кирпичах, выводят контакты наружу.
- На термопару надевают керамическую трубочку и стекловолоконную защиту.
- В муфеле победитовым сверлом делают отверстие для термопары и вставляют ее внутрь камеры.
- Места вывода контактов обмазывают раствором мертеля.
- Муфель просушивают 1—2 дня.
- На заднюю стенку кожуха укладывают слой минеральной ваты.
- В кожух устанавливают муфель. Его ставят на металлическую решетку-подставку, чтобы тяжелая печка не спрессовывала слой ваты под ней.
- Сверлом по металлу в кожухе сверлят отверстия, выводят контакты спирали и термопары наружу.
- Зазор между муфелем и кожухом плотно набивают базальтовой ватой.
- Слой базальтовой ваты укладывают в дверцу и крепят нихромовой проволокой.
- Дверцу устанавливают на кожух, ставят замок.
- Выпиливают кусок шамотного кирпича по размеру дверцы. При обжиге он ставится в муфель перед дверцей.
Важно! Чтобы спираль не выпадала из канавок, сделанных в кирпиче, ее в нескольких местах укрепляют раствором мертеля
Сфера применения: отопление помещений
В быту схема индукционного нагревателя была реализована для котлов отопления и плит. Первые получили особенно большую популярность и признание у пользователей за счёт отсутствия нагревательных элементов, которые снижают работоспособность в котлах с другим принципом действия, и разъёмных соединений, что даёт экономию на обслуживании систем индукционного отопления.
На практике используются несколько вариантов, где используется разного типа индукторы:
- нагреватели с электронным управлением для создания токов нужного вида в катушке;
- вихревые индукционные нагреватели.
Электрическая схема индукционного нагревателя
Разновидности и отличительные особенности
Чтобы можно было своими руками создать качественную печь, стоит понимать, на какие виды она делится с учетом потребляемого топлива и энергии, а именно:
- газовые;
- электрические.
Данное разделение позволяет использовать различные источники энергии, которые и позволяют разогревать пространство внутри созданной конструкции. При этом большей популярностью пользуется печь с установленными элементами для электрического прогрева. Это позволяет контролировать температуру внутри конструкции при необходимости обработки определённого сырья.
Современная муфельная печь имеет свои особенности в конструкции и получаемых производственных возможностях, а именно:
- в получаемой конструкции и объёмах внутреннего пространства;
- методах и способах нагрева внутреннего пространства печи;
- использование особенных защитных формул и функций;
- рабочих температурных параметрах.
В зависимости от получаемой температуры, все печи делятся на три вида:
- печи умеренной температуры, с параметрами 100-500 градусов по Цельсию;
- средние печи, с температурой в 400-800 градусов по Цельсию;
- высокотемпературная печь, с параметрами 400-1400 градусов по Цельсию;
- сверхвысокотемпературные печки, они разогреваются до 2000 градусов по Цельсию.
Как плавят латунь на металлургических заводах?
Сплав обычно плавят на металлургических заводах, поскольку там созданы благоприятные условия для переплавки. При заводской плавке материал сохраняет все свои физические свойства — прочность, электропроводность, сохранение формы при деформации и так далее. Технология переплавки латуни на заводе зависит от того, к какой категории латуней относится материал. Двухкомпонентные сплавы (с добавлением цинка) обычно плавят в индукционных печах, которые имеют кварцевое покрытие стен. Такое покрытие минимизирует перегрев печи, а также защищает стенки от деформации и растрескивания.
Двойные латуни расплавляются при относительно невысоких температурах (точка ликвидуса для них находится в районе 910-930 градусов по Цельсию). Поэтому двойные сплавы нет смысла расплавлять в мощных электродуговых печах. Для расплава рекомендуется использовать защитный слой на основе древесного угля. Также рекомендуется введение в расплав небольшого количества криолита (порядка 0,01-0,1%) — это способствует снижению металлических дефектов при выплавке. Вместо древесного угля можно использовать флюс, состоящий из стекла и шпата в пропорции 1 к 1.
Для переплавки двухкомпонентных латуней необходимо сперва выполнить расплав меди, а потом цинка. Чтобы расплавить металл, нужно нагреть его до температуры порядка 1000-1100 градусов. После этого следует добавить цинк и легирующие добавки при их наличии. Обратите внимание, что раскисление латуни производить не нужно, поскольку эту функция прекрасно выполняет цинк.
Сложные не кремнистые латуни
Переплавляют по аналогичному алгоритму. В состав таких сплавов цинк входит в небольших количествах. Поэтому такой металл нужно раскислить, чтобы сохранить его все полезные физические свойства. Для раскисления подходит фосфор, хотя можно использовать и другие раскислители. При расплавлении в сложной латуни часто образуются крупные мусорные фракции — чтобы избавиться от них, следует выполнить рафинирование марганцем или фильтрацию.
Сложные кремнистые латуни
Имеют сложную динамику кристаллизации, что объясняется наличием в составе сплава кремния и алюминиевых присадок. Из-за наличия этих компонентов у сплава повышается склонность к поглощению атмосферного водорода при высоких температурах (более 1000 градусов).
При нагреве сплава до температуры выше 1100 градусов могут происходить порционные выделения растворенного углерода, что может приводит к образованию «волдырей» на сплаве после его застывания. Поэтому к переплавке кремнистых сталей подойти ответственно. Чтобы избежать выделения растворенного углерода, следует вести переплавку в кислой среде. Хорошо подойдет насыщение воздуха кислотным флюсом на основе карбоната натрия, фторида кальция и оксида кремния. Важно следить за температурой нагрева, поскольку защитные свойства газового окислителя заметно снижаются при достижении температуры 1100 градусов.
После расплавления всех компонентов в защитной среде необходимо выполнить обязательную проверку металла по всем основным показателям (излом, насыщенность, наличие загрязняющих компонентов и так далее).
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Материалы
Для изготовления электрической печи для сауны своими руками потребуется закупить следующие материалы:
- несколько электрических ТЭНов (3-4 шт.);
- листы нержавеющей стали толщиной не менее 3 мм;
- арматуру диаметром 6 — 10 мм;
- питающий кабель;
- реостат, регулирующий мощность;
- датчик температур;
- асбоцементную плиту;
- банку термостойкой краски;
- засыпку из камня.
Муфельная печь для обжига керамики своими руками
23.10.201616:13
Для того, чтобы глиняные шедевры могли использоваться в быту и служили вам долго, их необходимо правильно обжечь. А в этом деле без хорошей печки и грамотного подхода не обойтись. На сегодняшний день существует много профессиональных печей, они различаются не только своими размерами и вместительностью, качеством обжига, а так же своим удобством в использовании. Если вы хотите приобрести проверенную муфельную печь, обращайтесь к нам – Керамистам.ру, мы всё подробно расскажем, покажем, и подскажем, какая именно подойдёт вам. А если же вы уверены в своих силах и горите желанием сделать печь своими руками, то в этой статье мы постараемся во всех подробностях описать этот нелёгкий, но интересный процесс. Начнём с того, что муфельные печи бывают разными: газовые и электрические. Сегодня мы расскажем о том как самостоятельно сделать электрическую печь. Для этого вам понадобятся:
- Кирпичи из шамота и керамические плиты для муфеля.
- Листовая сталь для корпуса печи.
- Огнеупорные, теплоизолирующие материалы для заполнения пустот.
- А так же ТЭН.
Муфель может быть сделан из разных материалов:
Керамический. Температурный переход между камерой и нагревательным элементом снижен
Это очень важно для керамики, так как остывает она медленнее чем другие материалы, поэтому если не уделить должного внимания муфелю, печь будет непригодна для эксплуатации. Муфель из керамического волокна. Преимущества волокна: печь быстро нагревается
Недостатки – хрупкий материал и при высокотемпературных режимах возможно выделение вредных веществ.
Ещё один важный момент. Печи различаются по типу загрузки (горшковая, колпаковая и горизонтальная). Сегодня мы рассмотрим как сделать печь с горизонтальной загрузкой. Необходимо сварить корпус из листовой стали. Или же использовать старый холодильник или газовую плиту. Внутри корпус нужно отделать базальтовой ватой, слоем не менее 10мм. Приклеивать плиты рекомендуем на силиконовый герметик. Следующий шаг – кладка огнеупора. Кладка собирается из шамотных кирпичей, в которых заранее предусмотрены специальные пропилы для дальнейшей установки ТЭНа. Кладку начинаем с донышка, потом собираем стенки, и уже в конце выкладываем верхнюю часть. Для того, чтобы конструкция была ещё прочнее, в кладочную смесь можно добавить цемент. Примерно 20%. Дополнительное армирование можно сделать при помощи металлического уголка. Дверь печи также выкладывается из шамотного кирпича. В местах примыкания дверцы обработайте муфель разделительным средством – например солидолом. рекомендуем сделать закрытый нагреватель, так как он обеспечивает безопасность в плане выделения токсичных газов. В качестве нагревателя установим спирали из нихромовой и фехралевой проволоки 6 мм в диаметре
Важно рассчитать необходимую длину проволоки, так как температура нагрева будет зависеть от силы тока. Ну и завершающий шаг – сборка всей конструкции
На дно корпуса нужно уложить лист асбеста и сделать огнеупорную заливку из шамотной глины. Муфель устанавливается по одному кирпичу. Места стыков промажьте огнеупорным кладочным раствором. Важно! камеру нужно расположить строго в центре корпуса. пространство между камерой и корпусом необходимо заполнить теплоизолирующими материалами. В корпусе важно предусмотреть отверстия для выводов ТЭНов, в которые будут установлены керамические изоляторы для предотвращения замыкания. Ну и финальный шаг: всё оставшееся пространство заливаем огнеупорным раствором и хорошенько просушиваем. Печь готова!
Сделать муфельную печь своими руками – задача непростая. И качество обжига будет напрямую зависеть от тщательной проработки каждого элемента в отдельности и печи в целом. Если вы любите экспериментировать и уверены в своих инженерных способностях – то дерзайте, необходимые материалы и комплектующие – спирали, кирпичи, вату, термопару и другое можно приобрести в магазине Керамистам.ру. Или же приходите к нам сразу за готовым и проверенным вариантом, мы всегда поможем и сориентируем вас в правильном выборе. , , Welte, Rohde и другие, успевшие зарекомендовать себя в деле печи готовы приступать к горячей и ответственной работе. Фото:
Виды и характеристика электродуговых печей
Современные дуговые печи бывают различных размеров и имеют отличительный набор функций.
Дуговые печи косвенного действия
Горение дуги в таких печах происходит между электродами, которые находятся над расплавленной массой. За счет этого осуществляется тепловой обмен между материалом и источником передачи энергии. Излучение, исходящее от дуги, а также конвекция позволяет нагреть металл до необходимой для его плавки температуры.
Дуговые печи косвенного действия оснащены таким электрооборудованием:
- электропривод механизма подач расходуемых электродов;
- трансформатор;
- регулировочное устройство.
Такие печи бывают емкостью 0,5 и 0,25 тонн. Максимальная мощность силового трансформатора может быть 600 КВ/А.
Поступление тока от трансформаторной подстанции к электродам осуществляется посредством гибких кабелей. Регулировка дистанции между электрическими проводниками производится за счет автоматизированного управления.
В электродуговых печах косвенного действия невысокий коэффициент выделения угара и испарения металла. Снижение выхода парообразных веществ достигается за счет высокого расположения эклектической дуги от материала для расплавки.
Используют дуговые косвенные печи для переплава различных цветных металлов и их сплавов. Часто такое тепловое оборудование при выплавке некоторых видов никеля и чугуна.
Косвенные дуговые печи сравнительно небольшие и в них невозможно осуществлять все процессы переплавки металлов, так как некоторые сплавы требуют большей мощности и более высокого температурного режима.
Дуговые печи прямого действия
В таких печных устройствах дуга образуется между электрическим проводником и расплавленным металлом, который благодаря этому нагревается. За чет прямого контакта между электродом и материалом происходит высокое испарение металла.
Электродуговые печи прямого действия являются достаточно мощным оборудованием, которое способно работать на трехфазном токе. Они выделяются высокой производительностью и применяются в основном для выплавки в слитки различных тугоплавких металлов, включая конструкционные и высоколегированные стали.
Электродуговая печь прямого действия
Электропечь оснащена механизмами с гидравлическим или электромеханическим приводом, которые позволяют осуществлять наклоны для слива расплавленной стали, поворачивать и поднимать свод, а также перемещать электроды. К держателям проводников ток поступает за счет охлаждаемых воздух медных труб или шин.
Процесс зажигания электродов производится посредством снижения их к расплавленному металлу. После этого во время подъема проводников образуется электрическая дуга.
Дуговые печи сопротивления
Особенностью печей сопротивления является то, что дуга образуется внутри переплавляемого материала. Шихта может быть направлено относительно электрического разряда параллельно или последовательно.
Дуговые печи сопротивления не имеют функции наклона. Расплавленная масса проходит через специальное отверстие – летку. Электроды расположены в конструкции вертикально. Они имеют сравнительно большие размеры. Благодаря этому агрегат может работать с большой мощностью и при значительной величине тока.
В печах данного вида плавка металлов происходит с высоким показателем удельного сопротивления. Такое оборудование используется для плавления и восстановления руды. С помощью дуговых печей сопротивления можно получить сплавы чугуна, карбида, абразивов, кальция, а также никелевого штейна. Тепловые установки сопротивления в отличие от других видов дуговых печей способны доводить температурный режим до запредельных показателей.
Вакуумные дуговые печи
Такие агрегаты относятся к оборудованию прямого действия. Дуга в вакуумных печах горит в парах или инертном газе переплавляемого металла. Процесс происходит при низком давлении. Различают два типа вакуумных печей:
- С расходуемым электродом. Дуга в таких устройствах горит между переплавляемым электрическим проводником и ванной жидкого металла.
- С нерасходуемым электродом. Электрический разряд возникает между графитовым электропроводником и металлом, который расплавляется.
Как в первом, так и втором варианте плавление осуществляется в вакуумной камере. Все нагревающиеся элементы такого оборудования охлаждаются с помощью воды. Благодаря этому в вакуумных печах можно осуществлять различные действия при достаточно высоких температурах.
Агрегаты с нерасходуемым электродом практически не используются в промышленности. Основным их назначением является выплавка небольшого размера слитков в лабораторных условиях. Они являются хорошим инструментом для проведения различных анализов.
Пример электродуговой печи
Дуговые вакуумные печи с расходуемым электродом обширно применяются в промышленных целях. В таких устройствах во время работы с металлом происходят такие процессы:
- плавление;
- восстановление;
- раскисление;
- кристаллизация.
При этом при высокой температуре газовые летучие примеси удаляются, и происходит распад неустойчивых соединений. Благодаря этому в вакуумных дуговых печах можно получить материал с низким содержанием неметаллических примесей и газов.
Вакуумные печи используют в промышленных целях в таких отраслях как ракетостроение и атомная энергетика. С помощью такого оборудования можно получить слитки массой более 50 тонн.
Плазменно-дуговые печи
В таких установках металл нагревается за счет проходящей вместе со струей плазмы инертного газа электрической дуги. Такой процесс обеспечивает чистоту расплавляемого материала, а также позволяет значительно увеличить производительность печного оборудования.
В плазменно-дуговых печах происходит выплавка металлов с невысоким содержанием кислорода. Процесс плавления осуществляется в нейтральной атмосфере, что позволяет создать все условия для максимального выхода газов. Выплавка металла происходит с высокой скоростью.
Пламенно–дуговые печи используют для изготовления стали и сплавов высокого качества. Их применение обходится намного дешевле выплавки металла в вакуумных печах.
Оригинальная мини-печь для плавления алюминия
Хочется рассказать еще об одном интересном устройстве, которое можно собрать собственноручно.
Плавильная печь из бутылки
Это довольно оригинальный способ создания мини-печки. Бутылка из стекла с подходящим диаметром смазывается маслом, после чего обматывается бинтом. Следующий слой – глина, смешанная с жидким стеклом. После просушки поверхность обматывается проволокой из нихрома и опять покрывается глиняной смесью. После окончательного высушивания стекло извлекается, а края проволоки подключаются к электросети.
Печь из фаянсового бочонка
Можно сделать и более крупную печь из фаянсового бочонка.
Этап первый. Сначала на дне бочонка алмазным сверлом проделывается небольшое отверстие для выпуска расширившегося воздуха.
Этап второй. Далее необходимо сделать под. Для этого на небольшом листе стали собирается «фундамент» из шамотного кирпича и соединяется металлическими уголками. Затем в верхней части бочонка проделываются канавки для спирали (не более трех-четырех) – в них и будет уложен нагревательный элемент необходимой мощности.
Этап третий. Остается лишь сделать внешнюю оболочку из оцинкованной стали. Она делается съемной, поскольку будет надеваться лишь после накрытия изделия муфелем (бочонком). Пространство между муфелем и внешней оболочкой засыпается асбестом.
Процедура обжига ничем не отличается от предыдущего варианта, но регулировка температуры осуществляется при помощи термопары. Стенки бочонка толстые, пока они засветятся (даже без внешней оболочки), керамическое изделие будет уже пережженным.
Шихтовые материалы
§ 34.
Металлы, сплавы, специальные лигатуры, шлакообразующие присадки и другие материалы, которые используют для приготовления различных сплавов, в литейном производстве называют шихтовыми материалами или шихтой. В состав шихты входят: свежие материалы (доменные чугуны различных марок, медь, алюминий, цинк, никель и др.), которые поступают в литейные цехи с металлургических заводов; лом черных сплавов и лом цветных сплавов, представляющие собой переработанные промышленные отходы; специальные ферросплавы и лигатуры (промежуточные сплавы более тугоплавких элементов с легкоплавкими), поступающие с металлургических заводов; отходы литейного производства и механических цехов (литники, прибыли, бракованные детали и брикетированная стружка). Количественное соотношение различных материалов в шихте зависит от качества исходных материалов и от требований, которые предъявляют к изготовляемым сплавам.
§ 35.
Основные типы плавильных печей
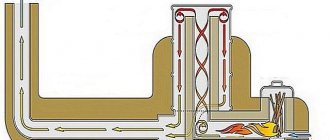
В литейном производстве используются плавильные печи, работающие на твердом, жидком или газообразном топливе (коксе, нефти, мазуте, газе), и печи электрические. К первому типу печей относят вагранки и тигельные печи, ко второму типу — дуговые электрические печи и электрические индукционные печи. Наибольшее распространение для плавки чугуна получили печи шахтного типа—вагранки. Серый чугун, получаемый в этих печах, используют для отливок различных по сложности деталей. В электрических печах плавится сталь, легированный чугун, а также белый чугун, перерабатываемый затем в ковкий чугун. Схема вагранки приведена на рис. 35. Вагранка представляет собой шахтную печь, основой которой является сварной металлический кожух 1, футерованный изнутри огнеупорным кирпичом 2. Щель между кожухом и футеровкой засыпается сухим кварцевым песком 3. В верхней части вагранки находится загрузочное окно 4. Часть шахты вагранки, расположенная ниже загрузочного окна, футеруется чугунными пустотелыми кирпичами 5, которые предохраняют ее от разрушения при загрузке шихты 7.
Загружают вагранку с помощью скипового подъемника или консольного крана. Верхняя часть вагранки заканчивается искрогасителем 6.
Для поддержания горения в вагранке через специальные отверстия 8, называемые фурмам и, подается воздух (дутье), нагнетаемый вентилятором. Расплавленный чугун по поду 9, расположенному в нижней части шахты, стекает через специальное отверстие и желоб в копильник 10. В начале работы в вагранку загружают слой кокса высотой 500—1500 мм и поджигают его. Этот слой кокса называется холостой колошей. Затем на холостую колошу загружают рабочую коксовую колошу, флюс и первую порцию металлической шихты. После загрузки материалов через фурмы подают воздух, необходимый для горения топлива. В плавильном поясе чугун и шлаки расплавляются и стекают в горн вагранки. Образующиеся газы, поднимаясь вверх, нагревают металлическую шихту и топливо, а затем уходят в трубу.
По мере сгорания кокса и плавления чугуна загружаемая в вагранку шихта опускается вниз, а на ее место загружают новые порции шихтовых материалов. В процессе плавки жидкий чугун скапливается в горне вагранки. Шлак всплывает на поверхность чугуна и периодически выпускается через шлаковую летку. Накопившийся чугун сливается через летку по желобу в специальный копильник, а затем в ковш. Производительность вагранок 0,5—30 т чугуна в час.
В целях пожарной безопасности и предохранения от загрязнения окружающей местности вагранки снабжают искрогасителями, которые одновременно являются и пылеуловителями.
Для плавки стали в литейных цехах используют мартеновские и электродуговые печи с основной и кислой футеровкой, а также индукционные тигельные печи.
На рис. 36 показана схема дуговой электропечи. Источником тепла в этой печи является электрическая дуга, возникающая между расплавом 3, находящимся в ванне печи 4, и тремя графитовыми электродами 1 (проходящими через свод печи 6), по которым подается электрический ток. Вместимость таких печей составляет 1,5—10 т. Длительность плавки 1,5—4 ч. Приготовленный металл выливается при наклоне печи, осуществляемом специальным механизмом, через желоб 5. Загрузка шихты в печь производится через окно 2 или через свод печи, поднимаемый и поворачиваемый специальным механизмом.
Плавка стали в дуговой электрической печи состоит из следующих операций: заправки электропечи, завалки шихты, расплавления шихты и разливки готовой стали.
Индукционная печь (рис. 37) состоит из каркаса 6, сделанного из немагнитного материала, внутри которого находится индуктор (катушка), выполненный из витков 7 медной трубки, по которым протекает охлаждающая вода. Витки отделены друг от друга изоляцией ‘8. Плавильный тигель 5 в этой печи выполнен из набивной футеровки. Верхние части футеровки 1 и 3 и ее нижняя часть 4 делают из фасонных огнеупорных кирпичей, слой 2 выполняется огнеупорной обмазкой. Источником тепла в этих печах является индукционный ток, возбуждаемый в загруженной в тигель шихте при пропускании по индуктору переменного тока повышенной частоты.
Рис. 38. Дуговая однофазная электропечь для плавки медных сплавов
Плавка цветных сплавов производится в тигельных печах с мазутным или газовым отоплением, в электрических печах сопротивления, а также в дуговых или индукционных электрических печах.
Медные сплавы плавят в тигельных, пламенных и электрических печах. Наиболее широко применяют дуговые однофазные электрические печи типа ДМК (рис. 38). Печь представляет собой металлический барабан 1, футерованный огнеупорным кирпичом 2. Тепло, необходимое для расплавления меди, создается электрической дугой, возникающей между двумя горизонтально расположенными электродами 3. Установленный на роликах 4 барабан 1 может поворачиваться на определенный угол двигателем и зубчатой передачей.
Шихтовые материалы загружают через рабочее окно, снабженное желобом, по которому выпускают готовый расплав. Для выплавки медных сплавов шихтовыми материалами служат чушки, машинный лом, отходы собственного производства и т. д. В процессе плавки меди, цинка и свинца выделяются вредные газы и пары, поэтому плавильные печи снабжают мощной вытяжной вентиляцией.
Алюминиевые сплавы плавят в тигельных и пламенных печах, электрических печах сопротивления и индукционных печах. На рис. 39 показана тигельная печь с газовым обогревом для плавки алюминиевых сплавов. Печь имеет огнеупорную футеровку 1, внутрь которой вставлен чугунный тигель 2. Газ подводится в горелку 4 и сгорает в пространстве между футеровкой и тиглем. Отверстие 3 предусмотрено для выпуска металла при прогорании тигля. Продукты горения и газы из сплава отводятся вытяжным колпаком 5. Печь подвешена цапфами на боковых опорах и может наклоняться с помощью штурвала и червячной передачи.
Классификация муфельных печей
По типу нагревательных элементов муфельные печи подразделяют на:
- электрические;
- газовые.
По предназначению они делятся на:
- для плавки металла;
- для обжига керамики;
- для плавки стекла;
- для закалки металла;
Бывают также промышленные и самодельные муфельные печи.
Промышленная муфельная печь с автоматикой
Но печи, работающие на газу сделать в домашних условиях невозможно, хотя газ и дешевле электричества, так как подобные эксперименты запрещены законодательством. Электрическое управление печью обеспечивает удобство регулирования температурного режима.
По конструктивному типу муфельные печи делят на:
- горизонтальные (наиболее простые);
- вертикальные или горшкового типа;
- колпаковые;
- трубчатые.
Нагрев может производиться в воздушной среде, в вакууме или в газовой среде. В домашних условиях есть возможность только для конструирования печи с термической обработкой изделий в воздушной среде.
При самостоятельном выполнении муфельной печи ей можно придать желаемую форму и объем, оформить ее в подходящем для интерьера стиле.
Основные части конструкции
- Внешняя часть печи, оболочка (корпус).В качестве корпуса для будущей муфельной печи удобно использовать вышедшую из употребления газовую плиту, точнее духовку от нее или электрическую печку. Для их использования демонтируют все пластиковые детали. В случае, когда нет возможности использовать такие варианты корпуса, его сваривают из листового металла (толщина не менее двух миллиметров).
- Теплоизоляционный слой. Эта часть конструкции крайне важна. От ее качества зависит КПД печи и теплопотери, которые она понесет. Внутренний слой термоизоляции – это огнеупорный (шамотный) кирпич, способный выдержать температуру до одной тысячи градусов.
- Внешний слой, сокращающий потери тепла в окружающее пространство, прокладывают из перлита или базальтовой ваты. Асбест использовать небезопасно, при его нагревании происходит выделение в атмосферу канцерогенных веществ.
- Элементы, непосредственно нагревающие рабочее пространство. Нагревательными элементами внутри муфельной печи служат спирали, скрученные из нихромовой или фехралевой проволоки. Толщина 1 мм. Нихромовая (никель-хромовая) проволока очень пластична и устойчива к коррозии.
- Фехралевая (алюминий, хром, железо) проволока несколько дешевле из-за отсутствия в составе алюминия и также обладает необходимыми свойствами для ее применения в муфельной печи.
Список материалов и инструментов для сборки конструкции
- болгарка (машинка для шлифовки и резки материалов) с отрезными кругами для металла;
- сварочный аппарат;
- листовая сталь толщиной >2мм;
- металлические уголки;
- шамотный огнестойкий кирпич;
- огнеупорная смесь;
- силикон термостойкий;
- базальтовый термоизолятор (вата, плотностью 200 кг/м3) или перлит;
- защитные очки и респиратор;
- нихромовая (фехралевая) проволока сечением 1 мм;
- кусачки или ножницы по металлу.
Изготовление устройства
В данном случае мы расскажем, как сделать вертикальную муфельную печь для обжига керамики своими руками.
Для этого вам понадобятся следующие инструменты:
- углошлифовальная машина (болгарка) и 1-2 круга;
- электро-дуговая сварка и электроды;
- слесарный инструмент, в том числе кусачки;
- 2-миллиметровая нихромовая проволока.
и материалы:
- 2,5 мм стальной лист или корпус б/у духовки;
- уголок;
- арматура;
- базальтовая вата;
- огнеупорный шамотный кирпич;
- огнеупорный раствор;
- герметик силиконовый.
Очень простая и дешевая, самодельная мини-печь для фьюзинга
Фьюзинг, (англ. fusing от fuse — спекание, плавка) относительно новомодное рукоделие и в том виде, как есть сейчас, родилось в 1990 г. Видимо, изготовление «спекаемого» витража, стало возможным с появлением цветных стекол с равным КТР (коэффициентом теплового расширения). Выполняется так – на стекло-основу, выкладывается рисунок из цветных кусочков стекла, причем края их, в большинстве случаев, не требуют точной подгонки и обработки, достаточно стеклореза и специальных кусачек. Собранную заготовку помещают в специальную печь и нагревают до температуры начала расплавления стекла.
Полученный витраж выглядит очень своеобразно – плавные округлые края, каждый элемент напоминает этакий растаявший леденец. При наличии толики художественных способностей, получаем весьма интересные вещицы. Более того, здесь можно применить целый арсенал приемов — задействовать металлическую фольгу, опилки, проволоку, крошки и пудру из стекла, трафареты для них, приемы перегородчатой эмали, применять обжиговые краски по стеклу и керамике, химикаты дающие пузырьки внутри стекла. Печь для фьюзинга позволяет также проводить формовку листового стекла – моллирование. Готовые вещицы можно соединять «низкотемпературными» методами, тот же Тиффани, в большие витражи. Словом – бездна возможностей для творчества.
Цветное стекло, с одинаковым КТР, как и многие материалы, для фьюзинга, стоят дорого, однако же, самой затратной статьей в освоении этой техники, является, конечно, печь. Печь для сплавления стекол довольно необычна, форма ее диктуется технологией спекания – плоский под-стол, на который удобно класть стеклянный лист-заготовку, откидная крышка с внутренними нагревателями. В целом, напоминает чемодан, на некоторых, даже застежки есть.
Классическая печь-чемодан для фьюзинга, небольшого объема.
Муфельные печи– с нагревателем поверх камеры-муфеля, не используются – после нагрева стекла до температуры плавления, изделие следует довольно быстро охладить до температуры отжига, при этом, печи частенько приоткрывают. Быстрый сброс температуры в муфеле, затруднен – слишком велика тепловая инерция, да и закладывать заготовки в камеру неудобно.
Печи для фьюзинга, существуют очень разных размеров, соответственно – мощностей. С нагревателями небольшой печки, вполне может справиться и домашняя проводка.
Спекание стекол «за не дорого».
Попробовать себя в этом интересном деле можно и не тратя больших сумм – для начала, существует оригинальный вариант с АлиЭкспресса – специальные тигли для микроволновки. Представляет собой огнеупорный тигель, с графитовой обмазкой изнутри. Обмазка раскаляется в СВЧ волнах и греет излучением стекло. Достоинство одно, но изрядное – стоимость. На момент написания, тигель стоил 2-4 тыс.руб. в зависимости от размера.
Недостатков у такого простого варианта, как водится, масса. Контролировать температуру можно только визуально, «на глазок», контролируемый отжиг для снятия внутренних напряжений невозможен. Малый размер – только для бижутерии, невозможность использования металлов. Как правило, подобрав опытным путем режим спекания и израсходовав при этом прилагающиеся в комплекте осколки стекла, занятие и тигель забрасывают.
Маргариту оттащил Коровьев. – Я ванну пристроил, – стуча зубами, кричал окровавленный Могарыч и в ужасе понес какую-то околесицу, – одна побелка… купорос…
Булгаков А.М. – Мастер и Маргарита.
Специализированная электрическая печь, конечно, значительно более совершенна, однако, самая маленькая – 200х200 мм, стоит 35 тыс. руб. Понятное дело – одни огнеупоры, контроллер с заданием термопрофиля, кварцевые и керамические трубки для нагревателей, сборка опять-же… Обладая мастерской или гаражом, толикой слесарных навыков и опытом работы с электричеством, вполне можно собрать такую печь самостоятельно, потратив на материалы меньше половины стоимости, но что делать безлошадным-безгаражным жителям «бетонных джунглей»?
Идея.
Идея чрезвычайно простой и недорогой печи для фьюзинга «промежуточных» характеристик, принадлежит тов. «Илья МГУ», с металлического форума. Печь небольшого размера, но уже можно выпекать стекляшки, куда более серьезные, нежели кольца-брошки-подвески в микроволновке. Можно использовать проволоку, фольгу и весь арсенал фьюзинговых приемов. Электрический нагреватель сопротивления в крышке, термопара с простым температурным контроллером. Невысокая, даже для квартиры мощность, возможность изготовления на кухне из широко распространенных недорогих деталей, элементов. Конструкция не содержит специализированных высокотемпературных огнеупоров.
Авторская конструкция мини-печи для фьюзинга.
В качестве верхней крышки печи чемодана, используется деталь от электрической плиты со стеклокерамической поверхностью – конфорка. Она имеет металлический кожух, футерованный волокнистым огнеупором, в который заформованы специальные выступы ленты-нагревателя. Конфорка дополняется ручкой и термопарой подключенной к простому контроллеру. В качестве основания, применена плоская жестяная банка залитая гипсом.
Собственный вариант простой печи из конфорки.
Мне досталось две б/у конфорки внутренним «рабочим» диаметром 140 мм, с механическим термостатом в металлическом (существуют варианты с кварцевой трубочкой) чехле.
Что было использовано при работе.
Инструменты, приборы, оборудование.
Набор обычного некрупного слесарного инструмента, ювелирный лобзик с принадлежностями, небольшая УШМ, шуруповерт или электродрель. Набор электромонтажного инструмента, паяльник 40 Вт для электромонтажа, покрупнее – 60…80 Вт – для конструктивной пайки. Разметочный инструмент. Пригодился инструмент для установки вытяжных заклепок, строительный фен.
Материалы.
Кроме самих конфорок, понадобился листовой асбест, пенобетонный кирпич, провода разные, термопара, термотрубки, нейлоновые хомуты. Использовался готовый блок управления для муфельной печи (или контроллер+твердотельное реле+радиатор+корпус). Гасящий резистор подходящей мощности (масляный обогреватель). Немного оцинкованной стали, крепеж.
Контакты термостата конфорки были принудительно замкнуты и пропаяны, к выходным клеммам припоем олово-медь, припаяны провода в силиконовой изоляции. Рядом с термостатом, просверлено отверстие и во внутреннюю полость, введена термопара хромель-алюмель (тип К), от мультиметра. К щупу штатного термостата, термопару прикрепил несколькими витками нихромовой проволоки.
Жестяной кожух – на поверку, оказался самым сложным элементом моей печи. Спаян он из «кровельной» оцинкованной стали 0,5 мм, припоем олово-медь (температура плавления выше чем у свинцовых припоев) . Флюс – паяльная кислота (хлористый цинк), паяльник 60 Вт. Сложные детали выпилены ювелирным лобзиком, прямые резы – слесарными ножницами по металлу. Кривые линии размечались так – заготовку железки приставлял в нужное место, и циркулем, с иголкой в центре конфорки, вычерчивал нужного радиуса дугу.
Паял изнутри, главным образом для эстетики. Напротив «ножевых» клемм штатного конфорочного термостата, с припаянными к ним проводами, на кожухе сделал вентиляционные отверстия (сверху и снизу), чтобы те охлаждались током воздуха, и припой не расплавился.
За край кожуха, решил зацепить и один из кронштейнов для ручки, этим же крепежом, пришпилил держалку для проводов. Жестяные железки скреплял алюминиевыми вытяжными заклепками.
На кронштейнах для ручки, сделаны два нешироких отгиба для жесткости, для этого, заготовка зажимается между двух дощечек и киянкой ее, киянкой.
Передний кронштейн для ручки крепился на штатный кожух и состоит из двух жестяных деталей. К кожуху крепится короткими саморезами, соединение между собой – заклепками.
Крепления за кожух, должны быть сделаны очень короткими саморезами — они проходят через алюминиевый кожух и врезаются в теплоизолятор уменьшая его толщину. Под обычные короткие саморезы можно подложить несколько шайб.
Внешняя часть.
Нагреватель конфорки, мощностью 1200 Вт, для запекания стёкол слишком мощный – темп нагрева, для столь малого объема, велик, стекло не успевает равномерно прогреваться, заготовка растрескивается. Для устранения недостатка, мощность нагревателя пришлось понизить – включить последовательно с ним мощное сопротивление – масляный обогреватель на половине мощности. При этом на нагревателе конфорки, падение напряжения составляет ровно половину сетевого – 110 вольт.
Контроллер для управления печью – простой, «однотемпературный» с самодельным «твердотельным реле» — мощным тиристорным ключом. На его задней стенке смонтирована розетка для подключения последовательной с печью нагрузки и винтовой клеммник для нагревателя печи. Термопара подключается непосредственно к контроллеру.
Крышка печи стоит на огнеупорной основе – асбестовый лист, под которым половинка кирпича из пенобетона. Рядом, стоит держать такую же огнестойкую подкладку – на нее, при необходимости можно поставить горячую верхушечку «открытой» печи.
Спекание.
При спекании стекол нужно выдержать две главных температуры – начала плавления стекла (710…800°С в зависимости от сорта стекла) и температуру отжига (500…600°С зависит от сорта и размеров заготовки). Первичный нагрев происходит максимально (в разумных, конечно, пределах) плавно, после, температура быстро сбрасывается до «отжиговой».
Обычно, процессом руководит программируемый контроллер «с термопрофилем». Здесь, применен простой контроллер, с поддержанием одной температуры, а переключают их, вручную — полуавтомат. По достижении 800 °С (~30 мин.), крышка печи приоткрывается, на контроллере устанавливается 500 °С и изделие отжигается 1 час. После, нагреватели печи отключаются, и изделие остывает вместе с печью до комнатной температуры (~1 час). Небольшие размеры стекляшек, позволяют не опасаться мелких неточностей процесса.
Ну что же, первый опыт вполне удачен – стекла сплавились, но не в ровную поверхность, образец не растрескался – температурный профиль для этого сорта стекла следует признать удачным. Попробуем, что ни будь более осмысленное.
Два зверя, хм, вполне в духе дня, как олимпийские мишки, в свое время… Здесь, в порядке эксперимента, вплавлено два сорта бисера, медная проволочка, стекла приплавлены не только «внахлест» но и практически «встык». Бисер (стекло с отличающимся КТР) и медная проволока (тем более) должны быть очень небольшого размера (диаметра, сечения), относительно основного стекла, тогда, возникшие напряжения не разрушат изделие.
Работа над ошибками, выводы, пути совершенствования.
Стекло, размягчаясь, довольно точно повторяет форму дна – все изделия на листовом асбесте – полосатые с изнанки. На прозрачных стеклах это хорошо видно и с лицевой стороны. Более того – в каждой впадинке прилипают волокна асбеста, и его приходится удалять. К счастью, асбест сильно размокает в воде и становится мягким. Тем не менее, лучше пользоваться специальными подстилками – «керамической бумагой» например.
Печь из конфорки имеет очень малую высоту – два стекла, друг на друге, вполне влезают, но с моллированием, фокус уже не выйдет – не хватит высоты, даже, для сколь ни будь, невысокой формочки. Мощность нагревателя, тем не менее, позволяет объем увеличить (до 2л!). Это может быть металлическое кольцо без дна, утепленное снаружи тем же листовым асбестом, в несколько слоев. Металл (лучше нержавеющая сталь потолще), позволит, кроме прочего, теплу лучше распределяться, это положительно отразится, в первую очередь, на отжиге стекляшек. Для этого же, на дно, можно тоже положить металлическую пластинку. Да, следует помнить, что асбест, при температуре выше 800 °С теряет химически связанную воду и рассыпается в порошок.
При некотором увеличении внутреннего объема печи железками, можно попробовать, отжигать в ней бусины lampwork и всякую стеклодувную мелочь.
Однотемпературный термостат имеет свободную контактную группу, температуру срабатывания которой можно настраивать. Это дает возможность оснастить блок управления печью звуковым сигналом, обращающим внимание на достижение печью критической температуры и требующей внимания оператора. Это будет удобно – отпадет необходимость поглядывать на индикацию.
Мощность нагревателя конфорки – 1200 Вт, половину ее мы гасим на масляном нагревателе, лишняя мощность рассеивается в виде тепла. Сама печка потребляет около 600 Вт, но вся установка, от сети – все те же 1200 Вт. Чтобы не выделять лишнее тепло (лето) и уменьшить габариты установки, можно воспользоваться «гасящим конденсатором», рассчитав его емкость по известной методике – тепло на реактивном сопротивлении не выделяется, однако, мощность от сети, все равно будет потребляться увеличенная и бесполезно теряться. Лучшим решением, следует признать, включение двух одинаковых конфорок последовательно, при этом, получаем и большую площадь для спекаемых стекляшек. Снизит потребляемую мощность и понижающий трансформатор (автотрансформатор, ЛАТР) на соответствующую мощность. Работы в этом направлении ведутся.
Babay Mazay, декабрь, 2022 г.
Возможные сложности и проблемы при создании печи
При изготовлении устройства сложности возникают с подбором материала и монтажом системы контроля за температурой. Неправильно выбранные материалы приводят к быстрому разрушению муфеля. Так, некоторые мастера из экономии используют кирпич низкого качества, глиняно-песчаный раствор вместо шамотного. Это приводит к появлению трещин в муфеле и потере тепла.
Потрескавшийся муфель на время заделывают раствором шамотной глины. Камеру нужно вынуть и заменить на новую.
Если печь подключают к сети без терморегулятора, температура в муфеле не контролируется. Это приводит к порче изделий, которые требуют обжига при заданной температуре. Для решения проблемы следует приобрести терморегулятор и электрическое оборудование, собрать блок управления и подключить его к нагревательным элементам муфеля.
Виды плавильных печей
Металлоплавильные устройства классифицируют на следующие виды:
- Газовые печи. Теплоносителем является сильно разогретый воздух или топочный газ.
- Индукционные печи. Плавка металла осуществляется благодаря внутреннему теплу, которое образуется от работы вихревых токов.
- Дуговые электрические. Плавление происходит от высокого градуса электрической дуги.
- Муфельные печи. Центральным элементом является муфель.
Возможные проблемы при создании печи
При изготовлении устройства сложности возникают с подбором материала и монтажом системы контроля за температурой.
Неправильно выбранные материалы приводят к быстрому разрушению муфеля.
Так, некоторые мастера из экономии используют кирпич низкого качества, глиняно-песчаный раствор вместо шамотного. Это приводит к появлению трещин в муфеле и потере тепла.
Потрескавшийся муфель на время заделывают раствором шамотной глины. Камеру нужно вынуть и заменить на новую.
Если печь подключают к сети без терморегулятора, температура в муфеле не контролируется. Это приводит к порче изделий, которые требуют обжига при заданной температуре.
Для решения проблемы следует приобрести терморегулятор и электрическое оборудование, собрать блок управления и подключить его к нагревательным элементам муфеля.
Для удобства сборки его лучше изготовить со съемными передней и задней крышками, которые крепятся на винтах. К передней крышке крепится на петле дверца, которая должна откидываться горизонтально. На дверце при помощи двух болтов через асбестовые прокладки устанавливается керамический элемент, а зазоры заделываются глиной.
Концы нихромовой проволоки выводятся к задней крышке корпуса. На оба вывода должны быть нанизаны керамические изолирующие «бусы». Проволока присоединяется к штырьковому разъему. Такие разъемы, а также изолирующие «бусы» можно взять от старых электроприборов. К разъему будет присоединен стандартный шнур с вилкой для включения в электрическую сеть.
Все свободное пространство между нагревательными элементами и корпусом следует плотно забить асбестовой крошкой. Кроме того, в конструкции печи должна быть предусмотрена клемма заземления.
Для удобства работы в нагревательной камере нужно сделать два небольших отверстия: одно на задней стенке диаметром 10 мм – для установки термопары, другое на дверце диаметром 18–20 м – для наблюдения за внутренним пространством печи во время работы. Оба отверстия должны быть снабжены закрывающими металлическими шторками.
На дно рабочей камеры следует положить пластину-подкладку из тонкой нержавеющей стали 0,5–0,8 мм.
Печь рассчитана на 220 В переменного тока. Разогревается до максимальной температуры 950 градусов в течение часа. Вес печи около 10 кг.
Футеровка и обустройство топки
Само понятие муфельная печь подразумевает наличие муфеля — внутренней жаростойкой капсулы, которая закрывает спираль нагревательного контура, защищая её от мелкого мусора и окалины. Муфель, как правило, в печах съёмный, что позволяет осуществлять ремонт и замену нагревательных элементов.
Основная трудность в том, чтобы изготовить муфель и корпус нагревательной сборки одновременно. Для этого понадобится два вида жаростойкой керамики: один для изготовления корпуса с канавками, другой — для тонкостенного муфеля. Для керамической основы лучше использовать смесь огнеупорной глины с содержанием оксида алюминия не менее 30%. Глину следует развести водой с избытком и оставить набухать на сутки, после чего снять сверху отстоявшуюся воду и оставить только набухший осадок.
Керамический корпус нагревателя массивный, поэтому из чистого связующего его не изготовить, нужен наполнитель. В качестве последнего хорошо подойдёт стеклянная фибра, сухой кварцевый песок или дроблёный шамот. Общее содержание глины в растворе не должно быть меньше 50% по объёму, в итоге смесь приобретает консистенцию вязкой пластичной пасты. Если состав получился более жидким, избыток влаги удаляется добавлением небольших порций строительного гипса непосредственно перед использованием.
Шамотный порошокКорпус нагревателя изготавливается на объёмном шаблоне из гофрокартона, размеры которого должны быть больше планируемых габаритов топки на 15–20 мм с каждой стороны. Предварительно на шаблон нужно намотать шнур или силиконовый шланг соответствующего диаметра, формируя нужное количество канавок под спираль. После этого шаблон со шнуром нужно облепить глиной со всех сторон, избегая образования пустот и добиваясь толщины стенки не менее 40 мм. Добавление алебастра помогает изделию поддерживать форму до обжига. С высушенного керамического корпуса нужно аккуратно удалить картонный вкладыш и вытянуть шнур из канавок.
Для футеровки топки используется керамика из более качественного каолина. Оптимально подойдёт обогащённая глина марки КФН-2, в качестве наполнителя лучше использовать дроблёный шамот высокой чистоты при содержании около 20–25% по объёму сухих компонентов. Смесь затворяется описанным выше способом и используется для формирования внутренней футеровки.
Чтобы муфель затем легко отделился, в керамический корпус заранее вставляют спирали. Затем внутреннюю поверхность оклеивают лоскутами газетной бумаги по принципу папье-маше. Должно получиться не менее 8–10 слоёв, при этом внутренняя поверхность должна содержать как можно меньшее количество неровностей. После высыхания бумаги изнутри наносится огнеупорный состав для футеровки. Это лучше делать в несколько заходов, давая время на испарение лишней влаги, в итоге стенка муфеля должна достичь толщины 15–20 мм. В таком состоянии вся сборка сушится в течение нескольких суток до полной потери пластичности и появления звонкого звука при простукивании.
После сушки производится первичный обжиг — на спирали подают напряжение и выдерживают раскалённое изделие в течение 4–6 часов. В ходе процесса обжига фехраль проходит кристаллизационный порог и, становясь более хрупкой, принимает форму каналов. Глина в керамическом вкладыше и муфеле запекается и стеклуется, обретая стойкость к циклическим перепадам температуры. Ну а бумага и остатки клея попросту выгорают, образуя при этом минимальный технологический зазор для лёгкого снятия и установки муфеля.
При таком способе изготовления можно использовать некоторые хитрости. Например — формировать керамический корпус на шаблоне конусной формы, чтобы облегчить извлечение муфеля. Также не будет лишним удлинить переднюю часть сборки, где нет нагревателей, или разместить небольшую спираль на дне камеры. Самих же муфелей для одной печи можно сразу изготовить несколько экземпляров.