Foundry allows you to produce various parts and mechanisms, objects and things. However, in order to turn a charge or rod into an alloy, specialized foundry equipment is needed; it is with its help that metal products can be made.
Modern installations and machines help to minimize human labor; almost all of them can be automated and robotized, which greatly simplifies and speeds up production processes.
Let's take a closer look at what foundry equipment is used these days and how it helps set up complex, highly specialized technological processes.
Useful video
Watch the video, which shows how to start making a muffle furnace: what materials and tools are required, what needs to be done first, and what actions are not recommended.
Making the lid
- Cut a circle out of steel, identical in diameter to the already fully assembled structure.
- Place fireclay bricks on top of the glue - it will provide sufficient sealing.
Weld handles on the sides to make it convenient to lift and remove the lid, and a latch for closing.
Cover the edges with fireproof silicone; before doing this, be sure to degrease the surface (even White Spirit will do).
Let us remind you that when the oven is operating, it must be closed. Excessive air ingress will lead to rapid wear of nichrome.
DIY Tips
- Separating fireclay bricks and drilling holes to install the heating element.
When created from fireclay bricks, any pottery tempering requires the use of a heating element. And if there is a need to place an appropriate solution, then it will be necessary to make cuts and technical cavities in the ceramic material. It is best to first mark the entire location of the element and only then resort to making cuts. All this can be done at home using simple power tools.
You should start by sawing the seams using a cutting machine with a special diamond wheel. And then it will be necessary to remove the resulting areas of ceramics. And here it is best to use a hammer drill. Since this will avoid cracking and damage to the material and each of the elements. You should not use a hammer and chisel, because when hit, cracks may form, which will subsequently lead to the unusability of each of the elements.
- Choice of small or large muffle furnace.
Homemade stoves selected and created must be obtained with an understanding of the technical processes in which they will take part. And here a logical question arises: to create a larger oven or to implement a more miniature solution. If jewelry is melted down, a minimal amount of internal space will suffice. This will allow for more practical use of the products and will not require additional space.
But in the case of blacksmithing, it will be necessary to create more significant design solutions that will allow melting and hardening of metal.
Watch the video in which the user demonstrates in detail the structure of a self-made muffle furnace:
Do-it-yourself aluminum furnace - easy!
The desire to have a small melting furnace at home is easily feasible and does not require large investments, knowledge or time to build. You can independently build a unit with a capacity of up to 10 kg of molten metal and make souvenirs, accessories or blanks for small aluminum parts. The temperature reached in a home furnace allows you to melt most aluminum alloys in a short time (several tens of minutes depending on the volume of scrap).
Of course, the quality of the resulting metal differs from industrial grade. Aluminum melted at home contains an increased amount of oxide films, contaminants, and is less stable in chemical composition. But it will still be suitable for use at home.
Vacuum melting furnaces
The scope of application of such units is quite wide. They are used in mechanical engineering, construction and many other industries. Used for melting high-quality steels and heat-resistant alloys based on iron, nickel and cobalt, as well as non-ferrous metals and alloys. In addition, these furnaces can be used for zone cleaning, heat treatment of metal parts, glass melting, and production of single crystals. An ideal furnace for melting steel, it can produce low-carbon steel that is not contaminated by nitrogen, hydrogen and oxygen.
Recipes
| Ingredients | Process | Result |
| Gold bar, Silver bar | 22 | |
| Energy: 1,600 | ||
| Time: 5 sec | ||
| Voltage: 16 / |
| Energy: 2,400 |
| Time: 7 sec |
| Voltage: 16 / |
| Energy: 1,600 |
| Time: 5 sec |
| Voltage: 16 / |
| Energy: 3,200 |
| Time: 10 sec |
| Voltage: 16 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
| Time: 10 sec |
| Voltage: 1 / |
Types and purpose
Tunnel-type furnaces vary greatly in their structure and functional purpose. There are bulky brick structures for firing bricks, rotating clinker cement kilns, made in the form of a huge metal pipe.
There are also compact steel ovens for confectionery and bakery products, powerful energy-intensive installations for the heat treatment of steel, as well as small units for ceramics and earthenware.
Brick and cement firing
Tunnel-type heating units are most widely used in the production of building materials - bricks and cement. The clinker rotary kiln for cement production consists of huge pipes, up to 230 meters long, open at the ends and rotating at a speed of 1 - 1.5 revolutions per minute. The stove is installed at a slight inclination to the horizon of 3 - 4 degrees. In such a device there are 6 zones, such as:
- Raw material drying sector (moisture evaporator).
- Heating sector.
- Decarbonization area.
- Sintering area.
- Exothermic zone.
- Raw material cooling zone.
The cement sintering process occurs after raw materials are loaded into the raised part, and fuel is supplied from the lower part in the form of a mixture of air and fuel. The finished product is poured into a special refrigeration device.
Tunnel brick kilns consist of a gallery with a trolley, hand cart or conveyor belt. The walls and roof of such a unit are made of refractory fireclay bricks. Heated air enters from below or above, and gas and smoke removal occurs in the opposite direction.
The amount of heat supplied and cooled air removed is regulated using a system of special dampers or dampers. The raw brick is first heated, then fired, and then cooled. The temperature when firing brick products inside the main chamber of the installation can reach 900 degrees Celsius. After this, the cart with bricks is sent to the drying chamber, which operates on the heated gases coming out of the oven. It is structurally combined with the stove.
Firing ceramic products
To make ceramic products, devices similar to brick tunnel kilns are used. The size of such structures is smaller, which is due to the small volumes of production of ceramic and clay products. The very principle of operation of such kilns is similar to the process of firing and drying bricks.
In the metallurgical industry
In the heat treatment of steels and alloys, tunnel furnaces are used to anneal and heat metal parts before other coating processes. Also in such units, insulators are hardened for the needs of electrical production.
Production of bakery products
In bakery production, metal tunnel ovens are used, made in the form of an elongated box and equipped with a conveyor feed of the baked product. Inside such a unit there is a burner, a steam humidifier, a conveyor belt, an exhaust system, as well as mechanisms for regulating the heat supply to different sections of the oven.
Their sizes range from 10 to 25 meters, they are used in bakeries; it is not economically profitable to use such installations in home mini-bakeries. They operate on natural gas or electric energy, as the safest types of fuel for the food industry. Fuel oil installations are used much less frequently.
Baking confectionery
Confectionery tunnel installations are almost completely similar to bakery ovens, with the difference that they have smaller dimensions and more accurate baking temperature conditions. Confectionery products use different creams, which requires precise adjustment of the temperature inside the oven, as well as less processing time.
Electric arc furnace design
Regardless of design features, all arc furnaces are designed almost identically. Thermal steelmaking units consist of the following basic elements:
- mechanical device;
- electrical department;
- automated system control;
- device for feeding materials into the working part;
- the container in which the melting is carried out;
- waste disposal system;
- gas purification.
The cylindrical body of the furnace includes detachable parts - a casing and a bottom. The frame is highly resistant to significant temperature influences.
The design has holders in which graphite electrodes are installed. Electricity supply cables are connected to them. During operation of the furnace, a constant arc is formed between the electrodes. Thanks to it, a temperature arises in the device, which ensures the melting of metals.
What does an electric arc furnace look like?
Devices designed for automatic control of the entire system are built into the closed body of the furnace structure. The melting process is controlled using doors. There are several cavities in the frame to remove waste. Through them, various additives are also introduced to adjust the composition of the metal.
The charge can be loaded into the furnace through the working window or from above. Devices that feed material through a special opening are usually small in size. It is fashionable to load scrap metal into such units manually using a wide shovel.
Furnaces with top charge feed are more powerful and larger devices. They have a rather complex design. The mechanism of the device can be of three types:
- rotary vault;
- roll-out housing;
- rollable vault.
The most common are arc units with a rotating mechanism.
Types and conditions of processing of raw materials
The main methods of processing materials in a homemade chamber are:
- Firing ceramics
- Hardening of metal products
- Melting of non-ferrous metals
Firing ceramics
The process of obtaining finished ceramic products involves firing blanks from raw clay and then covering them with glaze. At home, a do-it-yourself muffle furnace can fire several pieces of dishes and other crafts at once
In heat treatment, it is important to maintain an even heating regime for the chamber. Theoretically, it is impossible to indicate the exact time frame for processing a material at a certain temperature - this is achieved practically
Clay materials placed in a home muffle furnace for firing are divided into 3 groups:
Porcelain
The dried clay is subjected to heat treatment in two stages. Primary firing is carried out in the range from 800 0 C to 1000 0 C. The clay gains strength and becomes porous. Then it is dipped into a container with glaze. Repeated firing is carried out at different temperatures, depending on the purpose:
- natural porcelain - 1400 0 C
- dining room - 1350 0 C
- plumbing parts - 1250 0 C
Faience
The use of refractory raw materials during firing practically does not form a liquid phase. To mature the shard of the product, it is processed at a temperature of 1200 - 1250 0 C. Repeated heat treatment with the applied glaze is carried out at a temperature of 900 - 1000 0 C. If it is necessary to apply painting, then for the third time they return to the primary level of the temperature regime.
Majolica
Red refractory clays are used. Heat treatment requires precise adherence to the heating regime. When heated to 950 0 C, loose, fragile products are obtained. When heated to 1050 0 C, the raw material is sintered into an unusable, dense glassy mass. To accurately maintain a heating level of 1000 0 C, it is necessary to build a thermocouple into the chamber with the oven connected to a digital display.
The repeated processing of glazed materials is carried out at a temperature of 900 - 950 degrees.
Hardening of cutting metal products
Hardening the cutting surfaces of steel tools by heat treatment is called metal hardening. Hardening of metal products has been done by people since ancient times. The essence of the process is to roast the metal until a change in the structure of the crystal lattice is obtained (polymorphic transformation).
The metal is brought to a red-hot state in a heating chamber at a temperature of 750–850 0 C. It should be noted that some grades of steel are hardened under higher heating conditions, ranging from 1250 to 1300 degrees. Then the hardening furnace is emptied of hot products, which are then subjected to rapid cooling in an oil environment or in water. In this way, the hardness of the metal is increased.
This process is important for hardening the cutting surfaces of steel tools (knives, drills, chisels, milling cutters, etc.). Quenching (tempering) is best done in an oil environment. When hot metal is released into water, its surface is covered with a mass of steam bubbles, which slows down the process.
As a rule, finished tools or workpieces made of stainless steel are subjected to hardening. These products usually do not require a large volume quenching chamber, so a fuse muffle furnace is best suited for this purpose. A description of the creation of such a design will be given below.
Melting of non-ferrous metals
A muffle furnace is convenient to use for melting non-ferrous metals, but this does not apply to tin and lead. Their melting point is so low that it is enough to use a gas burner on a household stove.
In order to melt metals such as copper, bronze and brass, you will need a heating container. A liquid mass of metal is obtained in a crucible, which is then poured into special molds. Home craftsmen create various decorative elements for lamps, furniture, figurines and many other crafts.
Melting temperature of non-ferrous metals:
- copper - 1080 0
- bronze (depending on brand) - from 930 0 to 1140 0
- brass ranging from 880 to 950 degrees
Physical features of melting homogeneous metals
Brass is a multicomponent alloy based on copper and zinc. It may also contain some other components - tin, lead, iron, nickel, manganese. Copper acts as the main substance, while additional components improve the physical properties of the material (strength, elasticity, electrical conductivity, corrosion potential). Melting of single-component and multi-component alloys has many differences. Therefore, before considering the issue of melting brass, it is necessary to consider the features of melting a homogeneous metal based on copper.
In physics, smelting is a procedure in which a solid metal turns into a liquid state. To melt copper, it must be heated to a temperature of 1.085 degrees Celsius. Typically, heating is carried out with a small temperature increase (~1150 degrees), since in practice copper alloys with the addition of alloying substances are often used, which increases the melting point.
Heating at the chemical-physical level
- Copper atoms are in a solid state before heating. On a chemical level, this means that they form a strong crystal lattice that is resistant to deformation and retains its shape upon impact.
- When heated, the potential energy of copper atoms increases, which leads to a deterioration in the strength of the crystalline structure of the material. However, the material retains its hardness because the crystal lattice is not destroyed (although it becomes less dense).
- When the temperature reaches 1.085 degrees, the copper atoms receive an excess amount of energy, which causes the crystal lattice of the alloy to disintegrate. At the physical level, the alloy changes from a solid to a liquid state.
- Now several situations are possible. Let's consider the first situation. If the material continues to be heated, it will retain its liquid state. At a temperature of 2.567 degrees, copper goes into a gaseous state (that is, the liquid begins to boil). In metallurgy, evaporation of copper is very rarely performed, since it has no practical benefit.
- But another situation is also possible. If liquid copper is not heated after melting, then the liquid will gradually begin to cool. This will cause the material to return to a solid form. At the chemical level, the crystal lattice will re-form.
One simple conclusion can be drawn from these theoretical calculations. For one-component compositions, the crystallization temperature and melting temperature are the same. In practice, it is simple to regulate the melting procedure - you just need to reduce or increase the temperature of the fire. During work, it is also necessary to monitor the distribution of fire over the entire area of the metal object. If the temperature distribution is uneven, some components will be in a liquid state, while others will be in a solid state.
Making an electric muffle furnace with your own hands
Consider the construction of a small muffle furnace. The device will be connected to a network with a voltage of 220 V.
Selection of materials
Materials for making the device are available in hardware stores and electrical departments. To create a muffle furnace you will need:
- sheet steel 2-3 mm thick (2 sq. m);
- rolled steel with a “corner” section (3 m);
- heat-insulating material (basalt wool);
- fireclay bricks, 12 pieces;
- mortar (5-7 kg);
- chromel-alumel thermocouple;
- ceramic tube for thermocouple;
- nichrome spiral;
- fiberglass tubes for insulating the leads of the spiral and thermocouple.
When choosing materials, they are guided by their quality: heat resistance, ability to withstand rapid heating and cooling. In order for the muffle to serve for a long time, you should not take a brick that has been in use for several years.
Preparing tools
To prepare mortar paste, you will need a ten-liter bucket and a stirrer. When mixing the solution, use a respirator. For installation you will need the following construction tools and equipment:
- welding machine;
- electric drill;
- Bulgarian;
- set of pobedit and metal drills;
- stove maker's tools: hammer-pick, trowel, small spatula, measuring tape;
- electrician's tools: pliers, wire cutters, round nose pliers, metal ruler, regular and Phillips screwdriver.
Step-by-step instruction
The workflow includes the following steps.
- Mark and cut the steel sheet. Cut out the casing parts and door parts.
- Weld the casing and door.
- The hinges for the door and the lock are welded to the body.
- A solution is made from the mortar (according to the instructions on the package).
- A model of the furnace is made from bricks, determining where the spiral will be laid.
- In the bricks, grooves are made with a drill for laying the spiral. For work use a pobedit drill.
- The corner profile is cut with a grinder and a frame for bricks is welded from it.
- A muffle of bricks is placed in the frame (on a mortar mortar).
- The masonry is dried for 3-4 days.
- A nichrome spiral is placed in the grooves in the walls of the muffle. After drilling a hole in the bricks, bring the contacts out.
- A ceramic tube and fiberglass protection are placed on the thermocouple.
- A hole is made in the muffle using a Pobedit drill for the thermocouple and it is inserted into the chamber.
- The contact points are coated with mortar solution.
- The muffle is dried for 1-2 days.
- A layer of mineral wool is placed on the back wall of the casing.
- A muffle is installed in the casing. It is placed on a metal grid-stand so that the heavy stove does not compress the layer of cotton wool underneath it.
- Using a metal drill, holes are drilled in the casing and the contacts of the spiral and thermocouple are brought out.
- The gap between the muffle and the casing is tightly filled with basalt wool.
- A layer of basalt wool is placed in the door and secured with nichrome wire.
- The door is installed on the casing and a lock is installed.
- Cut out a piece of fireclay brick to fit the door. During firing, it is placed in a muffle in front of the door.
Important! To prevent the spiral from falling out of the grooves made in the brick, it is strengthened in several places with mortar solution
Scope of application: space heating
In everyday life, the induction heater circuit was implemented for heating boilers and stoves. The former have gained especially great popularity and recognition among users due to the absence of heating elements, which reduce performance in boilers with a different operating principle, and detachable connections, which saves on maintenance of induction heating systems.
In practice, several options are used where different types of inductors are used:
- electronically controlled heaters to create currents of the desired type in the coil;
- vortex induction heaters.
Electrical circuit of an induction heater
Varieties and distinctive features
In order to be able to create a high-quality stove with your own hands, it is worth understanding what types it is divided into, taking into account the fuel and energy consumed, namely:
- gas;
- electric.
This separation allows the use of various energy sources, which allow heating the space inside the created structure. At the same time, a stove with installed elements for electric heating is more popular. This allows you to control the temperature inside the structure if it is necessary to process certain raw materials.
A modern muffle furnace has its own characteristics in design and resulting production capabilities, namely:
- in the resulting design and volumes of internal space;
- methods and methods of heating the internal space of the furnace;
- use of special protective formulas and functions;
- operating temperature parameters.
Depending on the temperature obtained, all furnaces are divided into three types:
- moderate temperature ovens, with parameters of 100-500 degrees Celsius;
- medium ovens, with temperatures of 400-800 degrees Celsius;
- high-temperature oven, with parameters 400-1400 degrees Celsius;
- ultra-high temperature stoves, they heat up to 2000 degrees Celsius.
How is brass melted in metallurgical plants?
The alloy is usually melted in metallurgical plants, since favorable conditions for remelting are created there. During factory melting, the material retains all its physical properties - strength, electrical conductivity, retention of shape during deformation, and so on. The technology for remelting brass at a factory depends on what category of brass the material belongs to. Two-component alloys (with added zinc) are usually melted in induction furnaces that have quartz-lined walls. This coating minimizes overheating of the furnace and also protects the walls from deformation and cracking.
Double brasses melt at relatively low temperatures (the liquidus point for them is in the region of 910-930 degrees Celsius). Therefore, there is no point in melting dual alloys in powerful electric arc furnaces. For the melt, it is recommended to use a charcoal-based protective layer. It is also recommended to introduce a small amount of cryolite into the melt (about 0.01-0.1%) - this helps reduce metal defects during smelting. Instead of charcoal, you can use a flux consisting of glass and spar in a 1 to 1 ratio.
To remelt two-component brass, you must first melt the copper and then the zinc. To melt metal, you need to heat it to a temperature of about 1000-1100 degrees. After this, zinc and alloying additives, if available, should be added. Please note that there is no need to deoxidize brass, since zinc performs this function perfectly.
Complex non-siliceous brass
Melted according to a similar algorithm. These alloys contain zinc in small quantities. Therefore, such a metal must be deoxidized in order to preserve all its beneficial physical properties. Phosphorus is suitable for deoxidation, although other deoxidizers can be used. When melting, complex brass often produces large debris fractions - to get rid of them, you should perform manganese refining or filtration.
Complex silicon brasses
They have complex crystallization dynamics, which is explained by the presence of silicon and aluminum additives in the alloy composition. Due to the presence of these components, the alloy has an increased tendency to absorb atmospheric hydrogen at high temperatures (more than 1000 degrees).
When the alloy is heated to temperatures above 1100 degrees, batch releases of dissolved carbon may occur, which can lead to the formation of “blisters” on the alloy after it hardens. Therefore, approach the remelting of silicon steels responsibly. To avoid the release of dissolved carbon, smelting should be carried out in an acidic environment. Saturating the air with an acid flux based on sodium carbonate, calcium fluoride and silicon oxide works well. It is important to monitor the heating temperature, since the protective properties of the gas oxidizer noticeably decrease when the temperature reaches 1100 degrees.
After melting all components in a protective environment, it is necessary to perform a mandatory check of the metal for all main indicators (fracture, saturation, presence of contaminants, and so on).
Equipment cooling
When creating an induction furnace with your own hands, the biggest problem that arises is cooling. This is due to the following points:
- During operation, not only the molten metal is heated, but also some elements of the equipment. That is why effective cooling is required for long-term operation.
- The method based on the use of air flow is characterized by low efficiency. In addition, it is not recommended to install fans near the stove. This is due to the fact that metal elements can influence the eddy currents generated.
Typically, cooling is carried out by supplying water. Creating a water cooling circuit at home is not only difficult, but also economically unprofitable. Industrial versions of the furnace already have a built-in circuit, to which it is enough to connect cold water.
Materials
To make an electric sauna stove with your own hands, you will need to purchase the following materials:
- several electric heating elements (3-4 pcs.);
- stainless steel sheets with a thickness of at least 3 mm;
- fittings with a diameter of 6 - 10 mm;
- power cable;
- rheostat that regulates power;
- temperature sensor;
- asbestos cement slab;
- a can of heat-resistant paint;
- backfill made of stone.
DIY muffle furnace for firing ceramics
23.10.201616:13
In order for clay masterpieces to be used in everyday life and serve you for a long time, they must be properly fired. And in this matter you cannot do without a good stove and a competent approach. Today there are many professional ovens; they differ not only in their size and capacity, the quality of firing, but also in their ease of use. If you want to purchase a proven muffle furnace, contact us - Keramistam.ru, we will tell you everything in detail, show you, and tell you which one is right for you. And if you are confident in your abilities and have a burning desire to make a stove with your own hands, then in this article we will try to describe in detail this difficult but interesting process. Let's start with the fact that there are different types of muffle furnaces: gas and electric. Today we will talk about how to make an electric oven yourself. For this you will need:
- Fireclay bricks and ceramic slabs for muffles.
- Sheet steel for the furnace body.
- Fireproof, heat-insulating materials for filling voids.
- And also heating element.
The muffle can be made from different materials:
Ceramic. The temperature transition between the chamber and the heating element is reduced
This is very important for ceramics, since it cools more slowly than other materials, so if you do not pay due attention to the muffle, the furnace will be unsuitable for use. Ceramic fiber muffle. Fiber benefits: oven heats up quickly
Disadvantages - the material is fragile and at high temperatures, harmful substances can be released.
Another important point. Furnaces differ in the type of loading (pot, bell and horizontal). Today we will look at how to make a horizontal loading oven. It is necessary to weld the body from sheet steel. Or use an old refrigerator or gas stove. The inside of the body must be finished with basalt wool, a layer of at least 10 mm. We recommend gluing the boards using silicone sealant. The next step is laying the refractory. The masonry is assembled from fireclay bricks, in which special cuts are provided in advance for the further installation of the heating element. We start the laying from the bottom, then we assemble the walls, and at the end we lay out the top part. To make the structure even stronger, cement can be added to the masonry mixture. Approximately 20%. Additional reinforcement can be done using a metal corner. The oven door is also made of fireclay bricks. In the areas where the door meets, treat the muffle with a release agent, such as grease. We recommend making a closed heater, as it ensures safety in terms of the release of toxic gases. As a heater we will install spirals made of nichrome and fechral wire 6 mm in diameter
It is important to calculate the required wire length, since the heating temperature will depend on the current strength. Well, the final step is assembling the entire structure.
You need to lay a sheet of asbestos on the bottom of the body and make a fireproof fill of fireclay clay. The muffle is installed one brick at a time. Coat the joints with fire-resistant masonry mortar. Important! The camera must be placed strictly in the center of the body. the space between the chamber and the housing must be filled with heat-insulating materials. It is important to provide holes in the housing for the leads of the heating elements, into which ceramic insulators will be installed to prevent short circuits. Well, the final step: fill the entire remaining space with refractory mortar and dry thoroughly. The oven is ready!
Making a muffle furnace with your own hands is not an easy task. And the quality of firing will directly depend on the careful study of each element separately and the furnace as a whole. If you like to experiment and are confident in your engineering abilities, then go for it, the necessary materials and components - spirals, bricks, cotton wool, thermocouple and more can be purchased at the Keramistam.ru store. Or come to us immediately for a ready-made and proven option, we will always help and guide you in the right choice. , Welte, Rohde and others who have proven themselves in the furnace business are ready to begin hot and responsible work. Photo:
Types and characteristics of electric arc furnaces
Modern arc furnaces come in a variety of sizes and have a distinctive set of features.
Indirect arc furnaces
Arc combustion in such furnaces occurs between electrodes that are located above the molten mass. Due to this, heat exchange occurs between the material and the source of energy transfer. The radiation emanating from the arc, as well as convection, allows the metal to be heated to the temperature necessary for its melting.
Indirect arc furnaces are equipped with the following electrical equipment:
- electric drive of the feed mechanism for consumable electrodes;
- transformer;
- adjusting device.
Such ovens come in capacities of 0.5 and 0.25 tons. The maximum power of the power transformer can be 600 KV/A.
Current flow from the transformer substation to the electrodes is carried out through flexible cables. Adjustment of the distance between electrical conductors is carried out through automated control.
Indirect electric arc furnaces have a low coefficient of waste emission and metal evaporation. A reduction in the yield of vaporous substances is achieved due to the high location of the eclectic arc from the material to be melted.
Indirect arc furnaces are used for remelting various non-ferrous metals and their alloys. Often such thermal equipment is used in the smelting of certain types of nickel and cast iron.
Indirect arc furnaces are relatively small and it is impossible to carry out all metal remelting processes in them, since some alloys require more power and higher temperatures.
Direct arc furnaces
In such furnace devices, an arc is formed between an electrical conductor and molten metal, which thereby heats up. Due to direct contact between the electrode and the material, high evaporation of the metal occurs.
Direct electric arc furnaces are quite powerful equipment that can operate on three-phase current. They are distinguished by their high productivity and are mainly used for smelting various refractory metals into ingots, including structural and high-alloy steels.
Direct electric arc furnace
The electric furnace is equipped with hydraulic or electromechanical drive mechanisms that allow tilting to drain molten steel, turning and lifting the roof, and moving the electrodes. Current is supplied to the conductor holders by air-cooled copper pipes or busbars.
The process of igniting the electrodes is carried out by lowering them to the molten metal. After this, an electric arc is formed during the lifting of the conductors.
Resistance arc furnaces
A special feature of resistance furnaces is that the arc is formed inside the material being melted. The charge can be directed relative to the electrical discharge in parallel or in series.
Resistance arc furnaces do not have a tilt function. The molten mass passes through a special hole - a tap hole. The electrodes are located vertically in the structure. They are relatively large in size. Thanks to this, the unit can operate with high power and at a significant current.
In furnaces of this type, metals are melted with a high resistivity. Such equipment is used for smelting and reducing ore. Using resistance arc furnaces, it is possible to produce alloys of cast iron, carbide, abrasives, calcium, and nickel matte. Resistance thermal installations, unlike other types of arc furnaces, are capable of raising the temperature to extreme levels.
Vacuum arc furnaces
Such units belong to direct-acting equipment. The arc in vacuum furnaces burns in vapor or inert gas of the metal being melted. The process occurs at low pressure. There are two types of vacuum furnaces:
- With consumable electrode. The arc in such devices burns between the electrical conductor being melted and a bath of liquid metal.
- With non-consumable electrode. An electrical discharge occurs between the graphite electrical conductor and the metal, which is melted.
In both the first and second variants, melting is carried out in a vacuum chamber. All heating elements of such equipment are cooled with water. Thanks to this, various operations can be carried out in vacuum furnaces at fairly high temperatures.
Units with non-consumable electrodes are practically not used in industry. Their main purpose is to smelt small-sized ingots in laboratory conditions. They are a good tool for performing various analyses.
Example of an electric arc furnace
Vacuum arc furnaces with a consumable electrode are widely used for industrial purposes. In such devices, when working with metal, the following processes occur:
- melting;
- recovery;
- deoxidation;
- crystallization.
At the same time, at high temperatures, volatile gas impurities are removed, and unstable compounds decompose. Thanks to this, in vacuum arc furnaces it is possible to obtain material with a low content of non-metallic impurities and gases.
Vacuum furnaces are used for industrial purposes in industries such as rocketry and nuclear energy. Using such equipment it is possible to obtain ingots weighing more than 50 tons.
Plasma arc furnaces
In such installations, the metal is heated by an electric arc passing along with a jet of inert gas plasma. This process ensures the purity of the melted material, and also allows you to significantly increase the productivity of furnace equipment.
In plasma-arc furnaces, metals with a low oxygen content are smelted. The melting process is carried out in a neutral atmosphere, which allows creating all the conditions for maximum gas release. Metal smelting occurs at high speed.
Flame-arc furnaces are used to produce high-quality steel and alloys. Their use is much cheaper than metal smelting in vacuum furnaces.
Original mini furnace for melting aluminum
I would like to tell you about another interesting device that you can assemble with your own hands.
Melting furnace from a bottle
This is a rather original way to create a mini-stove. A glass bottle with a suitable diameter is lubricated with oil and then wrapped with a bandage. The next layer is clay mixed with liquid glass. After drying, the surface is wrapped with nichrome wire and again covered with a clay mixture. After final drying, the glass is removed, and the edges of the wire are connected to the electrical network.
Stove made of earthenware barrel
You can also make a larger stove from a faience barrel.
Stage one. First, a small hole is made at the bottom of the barrel with a diamond drill to release the expanded air.
Stage two. Next you need to do under. To do this, a “foundation” of fireclay bricks is assembled on a small sheet of steel and connected with metal corners. Then, in the upper part of the barrel, grooves are made for the spiral (no more than three or four) - the heating element of the required power will be placed in them.
Stage three. All that remains is to make the outer shell of galvanized steel. It is made removable, since it will be put on only after covering the product with a muffle (barrel). The space between the muffle and the outer shell is filled with asbestos.
The firing procedure is no different from the previous version, but the temperature is adjusted using a thermocouple. The walls of the barrel are thick; by the time they light up (even without the outer shell), the ceramic product will already be burnt.
Charge materials
§ 34.
Metals, alloys, special alloys, slag-forming additives and other materials that are used to prepare various alloys are called charge materials or charge in the foundry industry. The charge includes: fresh materials (blast furnace cast iron of various grades, copper, aluminum, zinc, nickel, etc.), which come to foundries from metallurgical plants; scrap of ferrous alloys and scrap of non-ferrous alloys, which are processed industrial wastes; special ferroalloys and alloys (intermediate alloys of more refractory elements with low-melting elements) coming from metallurgical plants; waste from foundries and machine shops (sprues, profits, defective parts and briquetted shavings). The quantitative ratio of various materials in the charge depends on the quality of the starting materials and on the requirements for the manufactured alloys.
§ 35.
Main types of melting furnaces
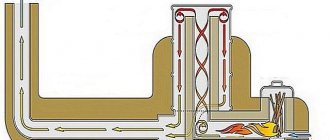
In foundry production, melting furnaces operating on solid, liquid or gaseous fuels (coke, oil, fuel oil, gas) and electric furnaces are used. The first type of furnaces includes cupola furnaces and crucible furnaces, the second type includes electric arc furnaces and electric induction furnaces. The most widely used furnaces for melting cast iron are shaft-type furnaces—cupola furnaces. Gray cast iron produced in these furnaces is used for casting parts of various complexity. Electric furnaces melt steel, alloy cast iron, and white cast iron, which is then processed into malleable cast iron. The cupola furnace diagram is shown in Fig. 35. The cupola is a shaft furnace, the basis of which is a welded metal casing 1, lined on the inside with refractory bricks 2. The gap between the casing and the lining is filled with dry quartz sand 3. There is a loading window in the upper part of the cupola 4. Part of the cupola shaft located below the loading window , is lined with cast iron hollow bricks 5, which protect it from destruction when loading the charge 7.
Load the cupola using a skip hoist or jib crane. The upper part of the cupola ends with spark arrester 6.
To maintain combustion in the cupola furnace, air (blown) is supplied through special holes 8, called tuyeres, and blown by a fan. Molten cast iron along the hearth 9, located in the lower part of the shaft, flows through a special hole and chute into the reservoir 10. At the beginning of work, a layer of coke 500-1500 mm high is loaded into the cupola and ignited. This layer of coke is called blank shell. Then the working coke shell, flux and the first portion of the metal charge are loaded onto the idle shell. After loading the materials, the air necessary for combustion of the fuel is supplied through the tuyeres. In the melting belt, cast iron and slag are melted and flow into the cupola furnace. The resulting gases, rising upward, heat the metal charge and fuel, and then go into the pipe.
As the coke burns and the cast iron melts, the charge loaded into the cupola falls down, and new portions of charge materials are loaded in its place. During the melting process, liquid iron accumulates in the cupola furnace. The slag floats to the surface of the cast iron and is periodically released through the slag tap hole. The accumulated cast iron is drained through a tap hole along a chute into a special storage tank, and then into a ladle. The productivity of cupola furnaces is 0.5–30 tons of cast iron per hour.
For the purposes of fire safety and protection from pollution of the surrounding area, cupola furnaces are equipped with spark arresters, which are also dust collectors.
For melting steel, foundries use open-hearth and electric arc furnaces with basic and acid linings, as well as induction crucible furnaces.
In Fig. Figure 36 shows a diagram of an electric arc furnace. The heat source in this furnace is an electric arc that occurs between the melt 3 located in the bath of the furnace 4 and three graphite electrodes 1 (passing through the roof of the furnace 6), through which an electric current is supplied. The capacity of such furnaces is 1.5-10 tons. Melting duration is 1.5-4 hours. The prepared metal is poured when the furnace is tilted, carried out by a special mechanism, through chute 5. The charge is loaded into the furnace through window 2 or through the furnace roof, raised and rotated by a special mechanism.
Melting steel in an electric arc furnace consists of the following operations: filling the electric furnace, filling the charge, melting the charge and casting the finished steel.
An induction furnace (Fig. 37) consists of a frame 6 made of non-magnetic material, inside of which there is an inductor (coil) made of turns 7 of a copper tube through which cooling water flows. The turns are separated from each other by insulation '8. The melting crucible 5 in this furnace is made of a stuffed lining. The upper parts of the lining 1 and 3 and its lower part 4 are made of shaped refractory bricks, layer 2 is made of refractory coating. The heat source in these furnaces is an induction current excited in the charge loaded into the crucible when an alternating current of high frequency is passed through an inductor.
Rice. 38. Single-phase electric arc furnace for melting copper alloys
Melting of non-ferrous alloys is carried out in crucible furnaces with oil or gas heating, in electric resistance furnaces, as well as in arc or induction electric furnaces.
Copper alloys are melted in crucible, flame and electric furnaces. The most widely used are single-phase electric arc furnaces of the DMK type (Fig. 38). The furnace is a metal drum 1, lined with refractory bricks 2. The heat required to melt copper is created by an electric arc arising between two horizontally located electrodes 3. Mounted on rollers 4, drum 1 can be rotated to a certain angle by a motor and a gear drive.
Charge materials are loaded through a working window equipped with a chute through which the finished melt is released. For the smelting of copper alloys, the charge materials are pigs, machine scrap, waste from own production, etc. During the smelting process of copper, zinc and lead, harmful gases and vapors are released, so smelting furnaces are equipped with powerful exhaust ventilation.
Aluminum alloys are melted in crucible and flame furnaces, electric resistance furnaces and induction furnaces. In Fig. 39 shows a gas-heated crucible furnace for melting aluminum alloys. The furnace has a refractory lining 1, inside which a cast iron crucible 2 is inserted. Gas is supplied to the burner 4 and burns in the space between the lining and the crucible. Hole 3 is provided for releasing metal when the crucible burns out. Combustion products and gases from the alloy are removed by an exhaust hood 5. The furnace is suspended by axles on side supports and can be tilted using a steering wheel and a worm gear.
Classification of muffle furnaces
Based on the type of heating elements, muffle furnaces are divided into:
- electrical;
- gas.
By purpose they are divided into:
- for metal melting;
- for firing ceramics;
- for melting glass;
- for hardening metal;
There are also industrial and homemade muffle furnaces.
Industrial muffle furnace with automation
But it is impossible to make gas-powered stoves at home, although gas is cheaper than electricity, since such experiments are prohibited by law. Electric oven control provides convenient temperature control.
According to their design type, muffle furnaces are divided into:
- horizontal (the simplest);
- vertical or potted type;
- bell-shaped;
- tubular.
Heating can be carried out in air, in a vacuum or in a gas environment. At home, it is only possible to design a furnace with heat treatment of products in an air environment.
When you make a muffle furnace yourself, you can give it the desired shape and volume, and decorate it in a style suitable for the interior.
Main parts of the structure
- The outer part of the furnace, the shell (body). It is convenient to use a disused gas stove, or rather an oven from it or an electric stove, as a body for a future muffle furnace. To use them, all plastic parts are dismantled. In cases where it is not possible to use such housing options, it is welded from sheet metal (thickness of at least two millimeters).
- Thermal insulation layer. This part of the design is extremely important. The efficiency of the furnace and the heat loss it will incur depend on its quality. The inner layer of thermal insulation is a fireproof (fireclay) brick that can withstand temperatures up to one thousand degrees.
- The outer layer, which reduces heat loss to the surrounding space, is laid from perlite or basalt wool. Asbestos is unsafe to use; when it is heated, carcinogenic substances are released into the atmosphere.
- Elements that directly heat the workspace. The heating elements inside the muffle furnace are spirals twisted from nichrome or fechral wire. Thickness 1 mm. Nichrome (nickel-chrome) wire is very ductile and resistant to corrosion.
- Fechral (aluminium, chrome, iron) wire is somewhat cheaper due to the absence of aluminum in the composition and also has the necessary properties for its use in a muffle furnace.
List of materials and tools for assembling the structure
- grinder (machine for grinding and cutting materials) with cutting wheels for metal;
- welding machine;
- sheet steel >2mm thick;
- metal corners;
- fireclay fire-resistant brick;
- fireproof mixture;
- heat-resistant silicone;
- basalt thermal insulator (cotton wool, density 200 kg/m3) or perlite;
- safety glasses and respirator;
- nichrome (fechral) wire with a cross section of 1 mm;
- wire cutters or metal scissors.
Manufacturing of the device
In this case, we will tell you how to make a vertical muffle furnace for firing ceramics with your own hands.
To do this you will need the following tools:
- angle grinder (grinder) and 1-2 wheels;
- electric arc welding and electrodes;
- metalworking tools, including wire cutters;
- 2mm nichrome wire.
and materials:
- 2.5 mm steel sheet or used oven body;
- corner;
- fittings;
- basalt wool;
- refractory fireclay brick;
- fireproof mortar;
- silicone sealant.
Very simple and cheap, homemade mini fusing oven
Fusing, (English fusing from fuse - sintering, melting) is a relatively newfangled handicraft and in the form as it is now, was born in 1990. Apparently, the production of “sintered” stained glass became possible with the advent of colored glasses with equal CTE (thermal coefficient extensions). It is done like this - on a glass base, a pattern of colored pieces of glass is laid out, and their edges, in most cases, do not require precise adjustment and processing, a glass cutter and special nippers are enough. The assembled workpiece is placed in a special furnace and heated to the temperature at which the glass begins to melt.
The resulting stained glass window looks very unique - smooth rounded edges, each element resembles a kind of melted candy. If you have a bit of artistic ability, we get some very interesting things. Moreover, here you can use a whole arsenal of techniques - use metal foil, sawdust, wire, glass crumbs and powder, stencils for them, cloisonne enamel techniques, use firing paints on glass and ceramics, chemicals that create bubbles inside the glass. The fusing furnace also allows for the molding of sheet glass - bending. Ready-made items can be combined using “low-temperature” methods, like Tiffany, into large stained glass windows. In a word - an abyss of possibilities for creativity.
Colored glass, with the same CTE, like many materials for fusing, are expensive, however, the most expensive part in mastering this technique is, of course, the furnace. The furnace for fusing glass is quite unusual, its shape is dictated by the sintering technology - a flat under-table on which it is convenient to place a glass sheet-blank, a hinged lid with internal heaters. In general, it resembles a suitcase, some even have clasps.
Classic suitcase oven for fusing, small volume.
Muffle furnaces - with a heater on top of the muffle chamber, are not used - after heating the glass to the melting temperature, the product should be cooled quite quickly to the annealing temperature, while the furnaces are often opened slightly. Quickly releasing the temperature in the muffle is difficult - the thermal inertia is too high, and it is inconvenient to place workpieces in the chamber.
Furnaces for fusing exist in very different sizes and, accordingly, capacities. Even home wiring can handle the heaters of a small stove.
Sintering of glass “for not expensive”.
You can try yourself in this interesting business without spending large sums of money - for starters, there is an original option from AliExpress - special crucibles for the microwave. It is a fireproof crucible with graphite coating on the inside. The coating heats up in microwave waves and heats the glass with radiation. There is one advantage, but a significant one - cost. At the time of writing, the crucible cost 2-4 thousand rubles. depending on size.
As usual, such a simple option has a lot of disadvantages. The temperature can only be controlled visually, “by eye”; controlled annealing to relieve internal stress is impossible. Small size - only for jewelry, impossibility of using metals. As a rule, having selected the sintering mode experimentally and having used up the glass fragments included in the kit, the work and the crucible are abandoned.
Margarita was pulled away by Koroviev. “I built a bath,” the bloodied Mogarych shouted, chattering his teeth and uttering some nonsense in horror, “just whitewash... vitriol...
Bulgakov A.M. - Master and Margarita.
A specialized electric oven, of course, is much more advanced, however, the smallest one is 200x200 mm and costs 35 thousand rubles. It’s clear - just refractories, a controller with a thermoprofile setting, quartz and ceramic tubes for heaters, assembly again... Having a workshop or garage, a bit of plumbing skills and experience with electricity, it is quite possible to assemble such a furnace yourself, spending less than half the cost on materials , but what should the horseless, garage-less residents of the “concrete jungle” do?
Idea.
The idea of an extremely simple and inexpensive furnace for fusing “intermediate” characteristics belongs to Comrade. “Ilya MSU”, from the metal forum. The oven is small in size, but you can already bake glass pieces that are much more serious than rings, brooches, pendants in the microwave. You can use wire, foil and the entire arsenal of fusing techniques. Electric resistance heater in the lid, thermocouple with simple temperature controller. Low power, even for an apartment, the ability to be manufactured in the kitchen from widely available inexpensive parts and elements. The design does not contain specialized high-temperature refractories.
Author's design of a mini-furnace for fusing.
As the top cover of the suitcase oven, a part from an electric stove with a glass-ceramic surface is used - a burner. It has a metal casing lined with a fibrous refractory, into which special protrusions of the heater tape are molded. The burner is complemented by a handle and a thermocouple connected to a simple controller. As a base, a flat tin filled with plaster was used.
Our own version of a simple stove made from a burner.
I got two used burners with an internal “working” diameter of 140 mm, with a mechanical thermostat in a metal case (there are options with a quartz tube).
What was used during the work.
Tools, devices, equipment.
A set of ordinary small metalworking tools, a jewelry jigsaw with accessories, a small angle grinder, a screwdriver or an electric drill. A set of electrical installation tools, a 40 W soldering iron for electrical installation, a larger one - 60...80 W - for structural soldering. Marking tool. A tool for installing blind rivets and a hair dryer came in handy.
Materials.
In addition to the burners themselves, you needed sheet asbestos, foam concrete bricks, various wires, a thermocouple, thermotubes, and nylon clamps. A ready-made control unit for a muffle furnace was used (or controller + solid-state relay + radiator + housing). Quenching resistor of suitable power (oil heater). Some galvanized steel, fasteners.
The contacts of the burner thermostat were forcibly closed and soldered, tin-copper solder was used to the output terminals, and wires in silicone insulation were soldered. Next to the thermostat, a hole was drilled and a chromel-alumel thermocouple (type K) from a multimeter was inserted into the internal cavity. I attached the thermocouple to the standard thermostat probe with several turns of nichrome wire.
The tin casing turned out to be the most difficult element of my stove. It is soldered from “roofing” galvanized steel 0.5 mm, with tin-copper solder (melting point is higher than that of lead solders). Flux – soldering acid (zinc chloride), soldering iron 60 W. Complex parts were cut with a jewelry jigsaw, straight cuts were cut with metal shears. Curved lines were marked like this: a piece of iron was placed in the right place, and with a compass, with a needle in the center of the burner, an arc of the required radius was drawn.
I soldered from the inside, mainly for aesthetics. Opposite the “knife” terminals of the standard burner thermostat, with wires soldered to them, I made ventilation holes on the casing (top and bottom) so that they were cooled by air flow and the solder did not melt.
I decided to hook one of the brackets for the handle onto the edge of the casing and, using the same fasteners, pinned the holder for the wires. The tin pieces were fastened with aluminum blind rivets.
On the brackets for the handle, two narrow bends are made for rigidity; for this, the workpiece is clamped between two boards and its mallet.
The front bracket for the handle was attached to the standard casing and consists of two tin parts. It is attached to the casing with short self-tapping screws and connected to each other with rivets.
Fastenings to the casing must be made with very short self-tapping screws - they pass through the aluminum casing and cut into the heat insulator, reducing its thickness. You can place several washers under ordinary short screws.
External part.
The burner heater, with a power of 1200 W, is too powerful for baking glass - the heating rate is high for such a small volume, the glass does not have time to warm up evenly, and the workpiece cracks. To eliminate the shortcoming, the heater power had to be reduced - a powerful resistor had to be connected in series with it - the oil heater at half power. At the same time, on the burner heater, the voltage drop is exactly half the network voltage - 110 volts.
The controller for controlling the furnace is a simple, “single-temperature” one with a homemade “solid-state relay” - a powerful thyristor switch. On its rear wall there is a socket for connecting a load in series with the furnace and a screw terminal block for the furnace heater. The thermocouple is connected directly to the controller.
The stove cover rests on a fireproof base - an asbestos sheet, under which is half a foam concrete brick. Nearby, it is worth keeping the same fire-resistant lining - on it, if necessary, you can place the hot top of the “open” stove.
Sintering.
When sintering glass, two main temperatures must be maintained: the beginning of glass melting (710...800°C depending on the type of glass) and the annealing temperature (500...600°C depending on the type and size of the workpiece). Primary heating occurs as smoothly as possible (within reasonable limits, of course), after which the temperature quickly drops to the “annealing” temperature.
Typically, the process is controlled by a programmable controller “with a thermal profile.” Here, a simple controller is used, maintaining one temperature, and they are switched manually - semi-automatically. Upon reaching 800 °C (~30 min.), the furnace lid is opened slightly, 500 °C is set on the controller and the product is annealed for 1 hour. Afterwards, the oven heaters are turned off, and the product cools down along with the oven to room temperature (~1 hour). The small size of the glass allows you not to worry about minor inaccuracies in the process.
Well, the first experiment was quite successful - the glass fused, but not into a flat surface, the sample did not crack - the temperature profile for this type of glass should be considered successful. Let's try something more meaningful.
Two animals, hmm, quite in the spirit of the day, like Olympic bears in their time... Here, as an experiment, two types of beads, copper wire were fused, glass was fused not only “overlapping” but also almost “end-to-end”. Beads (glass with a different CTE) and copper wire (especially) should be of a very small size (diameter, cross-section) relative to the main glass, then the stresses that arise will not destroy the product.
Working on mistakes, conclusions, ways to improve.
The glass, softening, quite accurately follows the shape of the bottom - all products on sheet asbestos are striped on the inside. On transparent glass this is clearly visible from the front side. Moreover, asbestos fibers stick to each cavity and have to be removed. Fortunately, asbestos gets very wet in water and becomes soft. However, it is better to use special bedding - “ceramic paper” for example.
The stove from the burner has a very low height - two glasses, on top of each other, fit quite well, but with bending, the trick will no longer work - there is not enough height, even for a small ramekin. The heater power, however, allows the volume to be increased (up to 2 liters!). This can be a metal ring without a bottom, insulated on the outside with the same asbestos sheet, in several layers. Metal (preferably thicker stainless steel) will, among other things, allow for better heat distribution, which will have a positive effect, first of all, on the annealing of glass pieces. To do this, you can also put a metal plate on the bottom. Yes, it should be remembered that asbestos, at temperatures above 800 ° C, loses chemically bound water and crumbles into powder.
With a slight increase in the internal volume of the furnace using pieces of iron, you can try annealing lampwork beads and all sorts of glass-blowing trifles in it.
A single-temperature thermostat has a free contact group, the response temperature of which can be adjusted. This makes it possible to equip the furnace control unit with an audible signal that draws attention to the furnace reaching a critical temperature and requiring the operator’s attention. This will be convenient - there will be no need to look at the display.
The heater power of the burner is 1200 W, we extinguish half of it using an oil heater, the excess power is dissipated in the form of heat. The stove itself consumes about 600 W, but the entire installation, from the network, is the same 1200 W. In order not to emit excess heat (summer) and reduce the size of the installation, you can use a “quenching capacitor”, calculating its capacity using a well-known method - heat is not released on the reactance, however, the power from the network will still be consumed increased and is wasted uselessly. The best solution, it should be recognized, is to turn on two identical burners in series, and at the same time, we obtain a larger area for the sintered glass. The power consumption will also be reduced by a step-down transformer (autotransformer, LATR) by the corresponding power. Work in this direction is underway.
Babay Mazay, December 2022
Possible difficulties and problems when creating a furnace
When manufacturing a device, difficulties arise with the selection of material and installation of a temperature control system. Incorrectly selected materials lead to rapid destruction of the muffle. Thus, some craftsmen, to save money, use low-quality bricks and clay-sand mortar instead of fireclay. This leads to cracks in the muffle and heat loss.
The cracked muffle is temporarily sealed with a solution of fireclay clay. The camera needs to be removed and replaced with a new one.
If the furnace is connected to the network without a thermostat, the temperature in the muffle is not controlled. This leads to damage to products that require firing at a given temperature. To solve the problem, you should purchase a thermostat and electrical equipment, assemble a control unit and connect it to the heating elements of the muffle.
Types of melting furnaces
Metal smelting devices are classified into the following types:
- Gas ovens. The coolant is highly heated air or flue gas.
- Induction furnaces. Melting of metal is carried out thanks to internal heat, which is generated from the work of eddy currents.
- Arc electric. Melting occurs from a high degree of electric arc.
- Muffle furnaces. The central element is the muffle.
Possible problems when creating a furnace
When manufacturing a device, difficulties arise with the selection of material and installation of a temperature control system.
Incorrectly selected materials lead to rapid destruction of the muffle.
Thus, some craftsmen, to save money, use low-quality bricks and clay-sand mortar instead of fireclay. This leads to cracks in the muffle and heat loss.
The cracked muffle is temporarily sealed with a solution of fireclay clay. The camera needs to be removed and replaced with a new one.
If the furnace is connected to the network without a thermostat, the temperature in the muffle is not controlled. This leads to damage to products that require firing at a given temperature.
To solve the problem, you should purchase a thermostat and electrical equipment, assemble a control unit and connect it to the heating elements of the muffle.
For ease of assembly, it is better to make it with removable front and back covers that are secured with screws. A door is attached to the front cover on a hinge, which should open horizontally. A ceramic element is installed on the door using two bolts through asbestos gaskets, and the gaps are sealed with clay.
The ends of the nichrome wire are brought out to the back cover of the case. Ceramic insulating “beads” must be strung on both terminals. The wire is attached to the pin connector. Such connectors, as well as insulating “beads,” can be taken from old electrical appliances. A standard cord with a plug will be attached to the connector for connection to the electrical network.
All free space between the heating elements and the housing should be tightly filled with asbestos chips. In addition, the design of the furnace must provide a grounding terminal.
For ease of work, two small holes need to be made in the heating chamber: one on the back wall with a diameter of 10 mm - for installing a thermocouple, the other on the door with a diameter of 18-20 m - to observe the interior of the furnace during operation. Both openings must be equipped with closing metal curtains.
A lining plate made of thin stainless steel 0.5–0.8 mm should be placed at the bottom of the working chamber.
The oven is designed for 220 V AC. Heats up to a maximum temperature of 950 degrees within an hour. The weight of the stove is about 10 kg.
Lining and arrangement of the firebox
The very concept of a muffle furnace implies the presence of a muffle - an internal heat-resistant capsule that covers the heating circuit spiral, protecting it from small debris and scale. The muffle, as a rule, is removable in furnaces, which allows for repair and replacement of heating elements.
The main difficulty is to manufacture the muffle and the heating assembly body at the same time. To do this, you will need two types of heat-resistant ceramics: one for making the body with grooves, the other for the thin-walled muffle. For a ceramic base, it is better to use a mixture of refractory clay with an aluminum oxide content of at least 30%. The clay should be diluted with excess water and left to swell for a day, after which the settled water should be removed from above and only the swollen sediment should be left.
The ceramic body of the heater is massive, so it cannot be made from a pure binder; a filler is needed. Glass fiber, dry quartz sand or crushed fireclay are good options for the latter. The total clay content in the solution should not be less than 50% by volume; as a result, the mixture acquires the consistency of a viscous plastic paste. If the composition turns out to be more liquid, excess moisture is removed by adding small portions of building gypsum immediately before use.
Fireclay powderThe heater body is made on a three-dimensional corrugated cardboard template, the dimensions of which should be 15–20 mm larger than the planned dimensions of the firebox on each side. First, you need to wind a cord or silicone hose of the appropriate diameter onto the template, forming the required number of grooves for the spiral. After this, the template with the cord must be covered with clay on all sides, avoiding the formation of voids and achieving a wall thickness of at least 40 mm. The addition of alabaster helps the piece maintain its shape before firing. Carefully remove the cardboard insert from the dried ceramic body and pull the cord out of the grooves.
For the lining of the firebox, ceramics made from higher quality kaolin are used. Enriched clay of the KFN-2 brand is optimal; as a filler it is better to use crushed fireclay of high purity with a content of about 20–25% by volume of dry components. The mixture is mixed as described above and used to form the internal lining.
To ensure that the muffle can then be easily separated, spirals are inserted into the ceramic body in advance. Then the inner surface is covered with scraps of newsprint according to the papier-mâché principle. You should get at least 8–10 layers, while the inner surface should contain as few irregularities as possible. After the paper has dried, a refractory lining compound is applied to the inside. It is better to do this in several passes, giving time for excess moisture to evaporate; as a result, the muffle wall should reach a thickness of 15–20 mm. In this state, the entire assembly dries for several days until the plasticity is completely lost and a ringing sound appears when tapped.
After drying, primary firing is carried out - voltage is applied to the spiral and the hot product is kept for 4-6 hours. During the firing process, fechral passes the crystallization threshold and, becoming more fragile, takes the form of channels. The clay in the ceramic liner and muffle is baked and vitrified, becoming resistant to cyclic temperature changes. Well, the paper and glue residues simply burn out, forming a minimum technological gap for easy removal and installation of the muffle.
With this manufacturing method, you can use some tricks. For example, forming a ceramic body on a cone-shaped template to make it easier to remove the muffle. It would also be a good idea to extend the front part of the assembly, where there are no heaters, or place a small coil at the bottom of the chamber. Several copies of the muffles themselves can be made at once for one furnace.